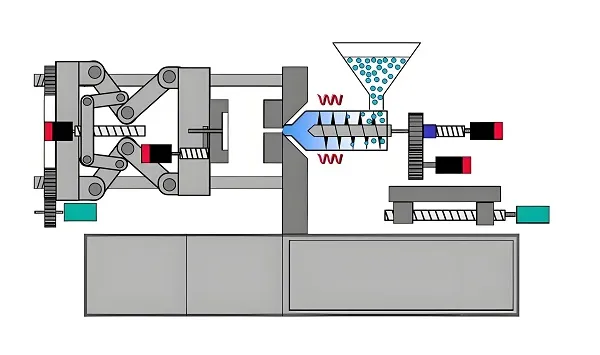
Custom Metal Die Casting Manufacturer for Precision OEM Components
We provide custom aluminum, zinc, and magnesium die casting services for automotive, electronics, industrial equipment, and OEM applications, from mold design to machining and finishing.

Common Die Casting Manufacturing Challenges We Solve
Porosity & Air Pocket Reduction
We use vacuum die casting and optimized venting to minimize trapped gas, ensuring leak-tight performance for pressure-bearing parts.
Thin Wall Filling Issues
Specialized process parameters to ensure complete filling for thin wall parts as thin as 0.8mm, preventing cold shut defects.
Flash & Burr Control
Precision mold manufacturing and optimized clamping force to minimize flash, reducing post-processing work and cost.
Warping After Cooling
Mold flow analysis and temperature control to predict and prevent warpage, ensuring dimensional stability after cooling.
Dimensional Consistency
Process monitoring and automated production to ensure consistent dimensional accuracy across mass production runs.
Leakage Issues in Pressure Parts
Vacuum casting and 100% leak testing to ensure zero leakage for hydraulic, pneumatic, and pressure-containing components.
Our Die Casting Manufacturing Capabilities
With 15+ years of die casting experience, we deliver high-precision custom components with our advanced equipment and ISO 9001 certified quality system.
| Process Options | Cold Chamber / Hot Chamber / Vacuum Die Casting |
| Available Materials | Aluminum / Zinc / Magnesium Alloys |
| Part Weight Range | 10g–15kg |
| Standard Tolerance | ±0.05mm |
| Mold Life | 50,000–500,000 Shots |
| MOQ | 500 PCS |
| Standard Lead Time | 15–30 Days |
Recommended Alloys for Different Die Casting Applications
We help you select the optimal alloy based on your application requirements to balance performance, durability, and cost.
| ADC12 Aluminum | General industrial housings, cost-effective for standard applications |
| A380 Aluminum | Structural components, automotive parts, high corrosion resistance |
| Zamak 3 Zinc | Decorative parts, small precision components, excellent surface finish |
| AZ91D Magnesium | Lightweight aerospace & electronics parts, high strength-to-weight ratio |
Engineering Considerations for High-Quality Die Casting Parts
Gate & Runner Optimization
In our 15+ years of die casting experience, we optimize gate location and runner design to ensure smooth molten metal flow, reducing turbulence and air entrapment, which is critical for complex geometry parts.
Wall Thickness Design
We help you design uniform wall thickness to prevent shrinkage and cold shut defects. We can handle thin walls down to 0.8mm, while ensuring proper filling and solidification to avoid internal voids.
Venting & Overflow Design
Proper venting and overflow wells are essential to trap air and contaminants. For pressure-tight parts, we combine this with vacuum die casting to achieve porosity-free internal structures, passing 100% leak tests.
Mold Temperature Control
Precision mold temperature control ensures consistent cooling, preventing warpage and dimensional variation. We use thermal analysis to balance temperature distribution across the mold, ensuring stable production.
Draft Angle Optimization
We optimize draft angles based on part geometry and surface finish requirements, ensuring smooth mold release without damaging the part surface, reducing the need for additional polishing work.
Secondary Operations Available
We provide one-stop solution from casting to finished parts, saving your time and cost on multiple suppliers.
Thread Tapping
Reaming
Painting
Anodizing
Electroplating
Leak Testing
Assembly
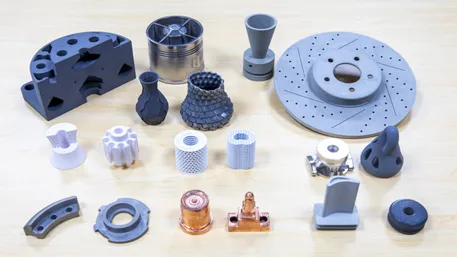
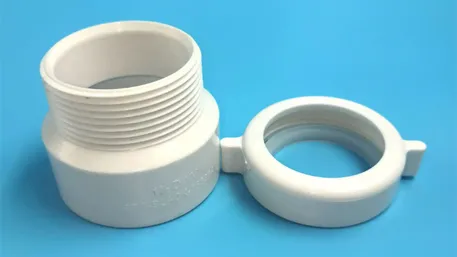
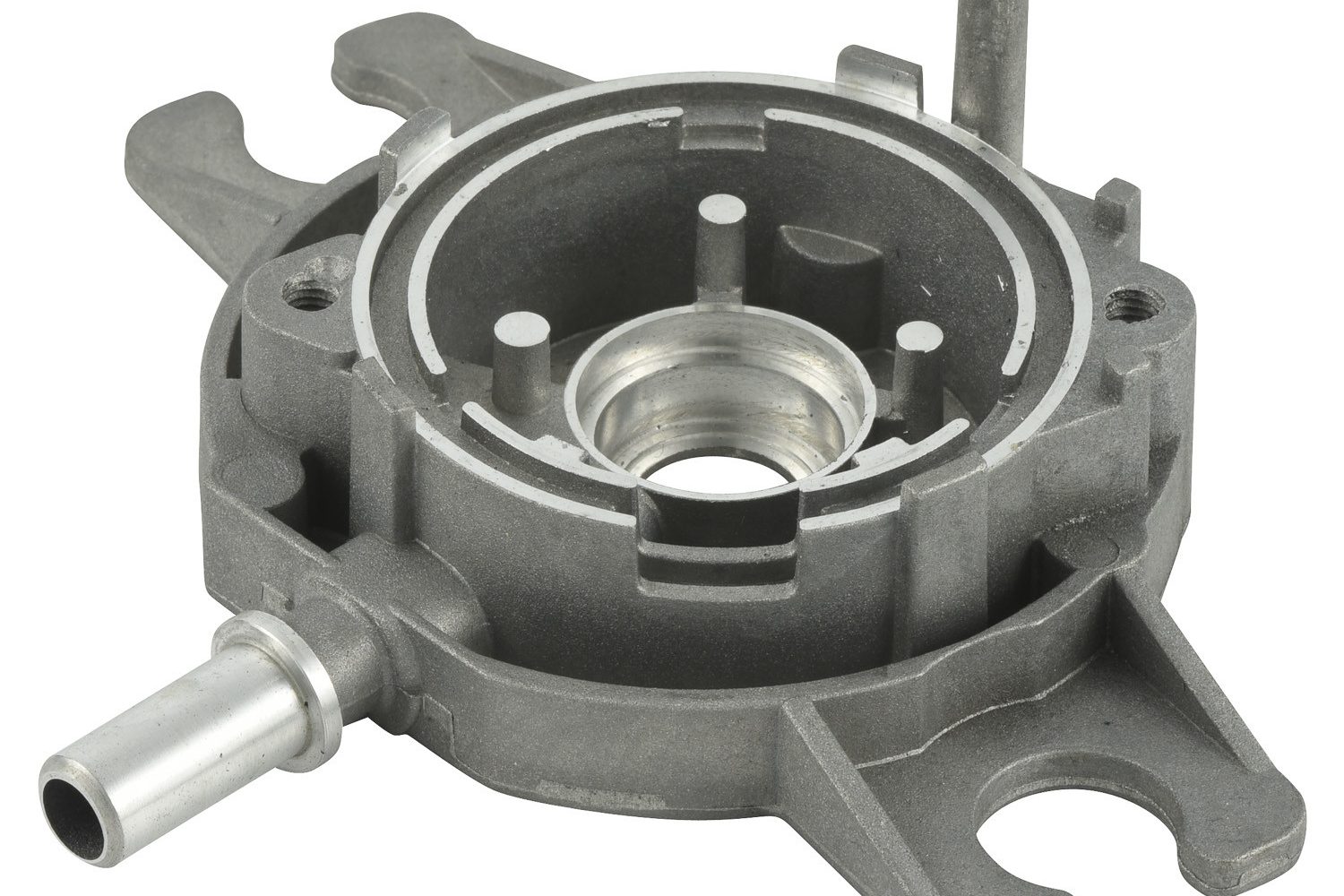
Recent Die Casting Projects


Frequently Asked Questions
What tolerance can you achieve in die casting?
We can achieve standard tolerance of ±0.05mm for die casting parts, and tighter tolerance can be achieved with secondary CNC machining based on your requirements.
Can you provide leak-proof die cast housings?
Yes, we use vacuum die casting process for pressure-tight parts, combined with 100% leak testing to ensure zero leakage for hydraulic, pneumatic and other pressure-containing components.
How do you reduce porosity in die cast parts?
We use optimized venting design, overflow wells, and vacuum die casting process to minimize porosity. For critical parts, we also perform X-ray inspection to verify internal quality.
Can you support post-machining after casting?
Yes, we provide full secondary operations including CNC machining, tapping, drilling, and various surface treatments, providing you with finished parts ready for assembly.
What file formats do you accept?
We accept all common CAD file formats including STEP, IGES, DWG, DXF, PDF, and also accept 2D drawings or sample parts for custom manufacturing.
How long does die casting tooling take?
Standard die casting tooling takes 15-25 days, depending on the complexity of the part. We can provide expedited tooling service for urgent projects.
Ready to Get Your Custom Die Casting Solution?
Get a free instant quote and professional DFM analysis within 24 hours. Upload your drawing now to start your project.