CNC machining stands at the center of modern precision manufacturing — producing parts for aerospace, medical devices, automotive systems, and industrial equipment. But for engineers and procurement professionals, understanding “what CNC machining is” goes beyond a textbook definition.

The real question is: Can CNC machining reliably solve your part manufacturing problem?
That question depends on tolerances, repeatability, material compatibility, and quality verification — not just knowing that a computer controls a cutting tool. This guide explains what CNC machining is, how it works, the precision it achieves, the materials it processes, and what to look for when selecting a manufacturing partner for your CNC machined parts.
What Is CNC Machining?
CNC (Computer Numerical Control) machining is a subtractive manufacturing process in which pre-programmed computer software controls the movement of cutting tools to remove material from a solid workpiece and produce a finished part with precise dimensions. Unlike manual machining — where an operator controls tool position by hand — CNC machining follows programmed toolpaths with high precision and repeatability.
CNC machining is used across virtually every manufacturing sector — aerospace, automotive, medical, electronics, industrial equipment — wherever dimensional consistency and production repeatability are critical requirements.
In summary, CNC machining is a computer-controlled subtractive manufacturing process that removes material from a solid workpiece to produce precision parts with high dimensional accuracy and repeatability — making it the foundation of modern precision manufacturing.
How CNC Machining Works

Every CNC machining project follows the same fundamental sequence — but the difference between a standard part and a precision part lies in how each step is executed.
Step 1: CAD Design & CAM Programming
A 3D CAD model defines the part geometry. CAM software converts this model into G-code — the machine-readable instructions that control tool selection, toolpath, spindle speed, feed rate, and cutting depth.
Step 2: Material Selection & Machine Setup
The workpiece material is selected based on mechanical, thermal, and environmental requirements (see Materials section below). The machine is set up with the correct cutting tools, fixtures, and workholding. For precision parts, machine warm-up cycles ensure thermal stability before cutting begins.
Step 3: Machining Execution
The CNC machine executes the programmed toolpaths. Depending on part geometry, this may involve:
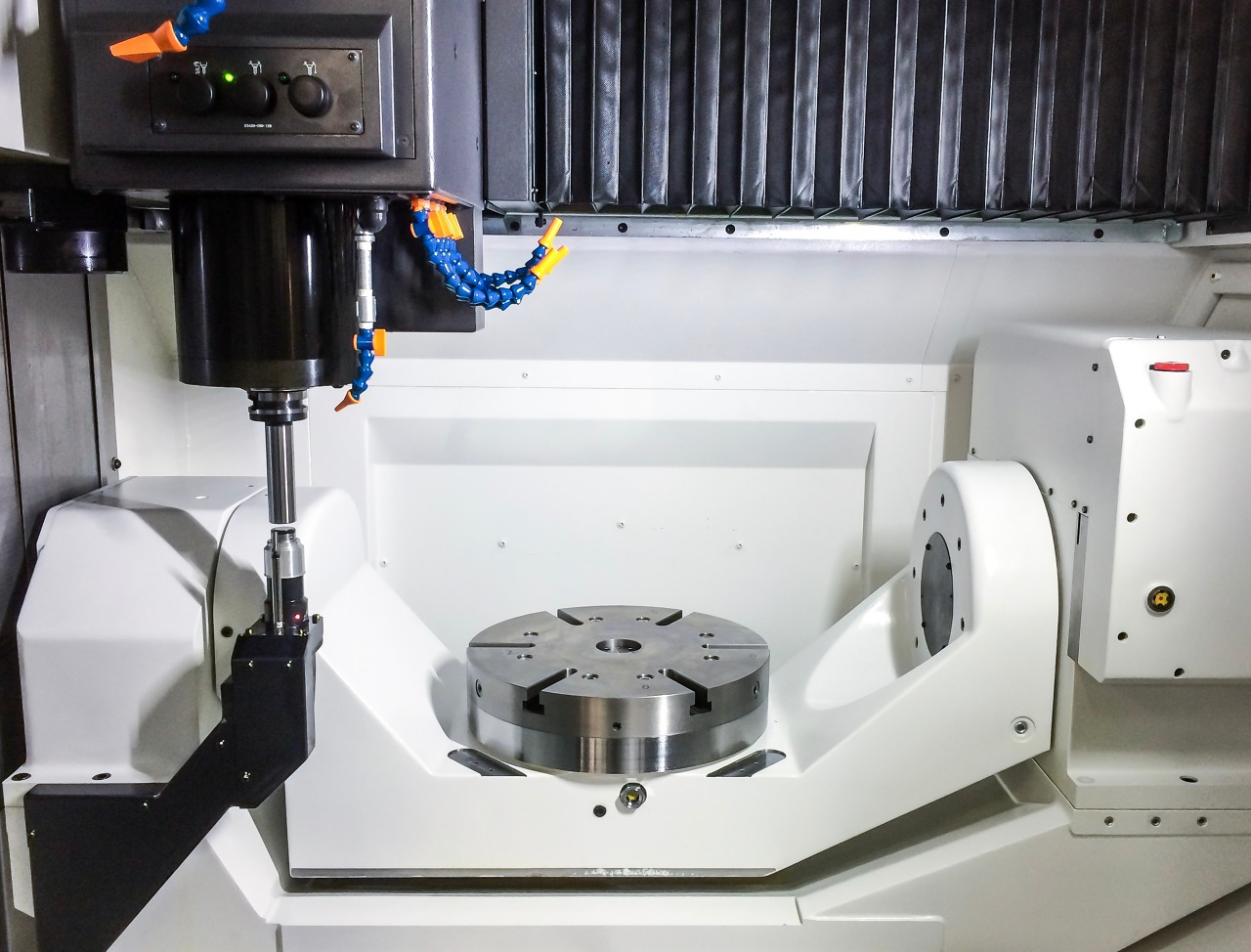
- CNC Milling (3-axis / 4-axis / 5-axis): Rotating cutting tools remove material — ideal for prismatic parts, complex geometries, multi-face features
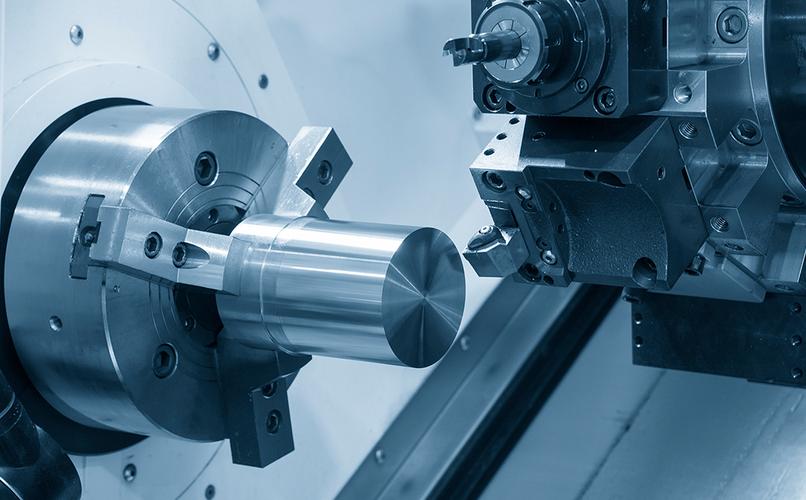
- CNC Turning: The workpiece rotates while a stationary cutting tool removes material — ideal for cylindrical parts (shafts, bushings, connectors)
- Wire EDM & Sinker EDM: Electrical discharge machining for hardened steel, intricate internal features, and tight corners inaccessible to cutting tools
- Precision Grinding: Abrasive machining for achieving surface finishes to Ra 0.2 μm and dimensional tolerances to ±0.005 mm on critical features
Modern 3-axis CNC mills can achieve ±0.01 mm tolerances, while high-end equipment and optimized process control can push tolerances down to ±0.005 mm. Multi-axis capabilities (especially 5-axis) reduce setup times, improve machining efficiency, and enhance accuracy for multi-face features.
Step 4: Quality Verification & Delivery
Finished parts undergo dimensional inspection — typically using CMM (Coordinate Measuring Machine) for critical features, plus surface roughness testing, thread gauging, and visual inspection. For production runs, in-process inspection at defined intervals ensures batch-to-batch consistency.
The key factor determining CNC machining quality is not the machine alone — it is the integration of rigid fixturing, thermal management, optimized toolpaths, and systematic inspection at every stage from programming to final verification.
CNC Machining Tolerances & Repeatability
For engineers and procurement professionals, tolerances and repeatability are the most important performance metrics for CNC machining — directly determining whether parts fit, function, and assemble correctly.
Precision and repeatability data reference: ±0.01 mm is the standard tolerance level, while ±0.005 mm or tighter tolerances require additional controls — involving machine rigidity and repeatability, tooling fixtures, thermal management, and specialized inspection processes. Modern industrial-grade CNC machines use ±0.01mm as baseline performance, with some systems achieving 2-5μm accuracy under controlled conditions. ±0.05 mm can be consistently maintained for most features, while ±0.01 mm or tighter is achievable on critical dimensions — the challenge is not feasibility, but identifying which features actually require tight tolerances.
Tolerance Levels in CNC Machining
| Tolerance Level | Range | Typical Application | Cost Driver |
|---|---|---|---|
| Standard (ISO 2768-m) | ±0.1 mm | Non-critical structural features, brackets | Baseline cost |
| Precision | ±0.01 mm | Bearing seats, mating surfaces, alignment features | Standard precision CNC; moderate cost |
| High Precision | ±0.005 mm | Aerospace, medical device components, mold shut-off surfaces | Requires grinding or wire EDM; significant cost increase |
| Ultra-Precision | ±0.002–0.005 mm | Optical components, micro-machined parts | Specialized equipment; highest cost |
The ISO 2768-1 standard defines four general tolerance classes: f (fine), m (medium), c (coarse), and v (very coarse), providing a default tolerance framework for dimensions not explicitly marked on drawings. The default machining standard for metal parts is typically ISO 2768-f.
A tolerance of ±0.05 mm is often too loose for parts that must align — even ±0.02 mm can create misalignment, tolerance stack-up issues, or inconsistent fits. Specifying tolerances tighter than needed — particularly anything below ±0.01 mm — adds disproportionate cost without functional benefit.
What Repeatability Means in Production
Repeatability — the ability of a CNC machine to return to the same position and produce identical dimensions across hundreds or thousands of parts — is often more important to production buyers than the absolute precision of a single prototype.
Positional repeatability for high-quality CNC equipment typically ranges from ±0.002 mm to ±0.005 mm. However, this figure represents the machine’s capability alone — the actual part-to-part consistency depends on:
- Machine rigidity: The bed structure, guideways, and spindle must resist deflection under cutting forces. A machine with high-rigidity construction maintains dimensional accuracy across long production runs
- Thermal stability: Spindle and ball screw thermal growth from continuous cutting causes subtle expansion that directly affects repeatability accuracy. Temperature-controlled workshops and machine warm-up cycles are essential for tight-tolerance production
- Fixturing precision: Even with perfect machine repeatability, inconsistent workpiece clamping introduces variation — precision soft jaws and dedicated fixtures are critical for repeatable part location
- Tool wear management: As cutting tools wear, dimensions gradually drift. In-process probing and scheduled tool changes prevent gradual quality degradation during production runs
Additionally, machine errors originate from multiple factors, including geometric errors, load deformation errors, and thermal errors — among these, geometric and load errors show good repeatability, while thermal errors are more difficult to compensate for. A CNC machine with a high-rigidity bed structure, rigid guideways, and stable spindle is critical for maintaining long-term machining accuracy.
Over-Specification: The Hidden Cost
One of the most frequent issues in CNC machining procurement is applying tight tolerances (e.g., ±0.01 mm) where standard tolerances (±0.05 mm) are sufficient. Over-specifying tolerances drives up machining time, requires more expensive equipment, and increases inspection cost — yet adds zero functional value to the part. Experienced manufacturers identify over-specification during DFM review and recommend the loosest tolerance that still meets functional requirements.
In summary, CNC machining can achieve precision from ±0.1 mm for standard features down to ±0.005 mm or tighter for critical dimensions — but the choice of tolerance level should be driven by functional requirements, not arbitrary specification, because tolerance grade directly determines machining cost and inspection effort.
Materials Used in CNC Machining

CNC machining can process virtually all engineering-grade metals and high-performance plastics. The most commonly used materials include aluminium, steel, stainless steel, titanium, brass, copper, and rigid plastics.
Metals
| Material | Key Properties | Typical Applications | Machinability Notes |
|---|---|---|---|
| Aluminum (6061, 7075) | Excellent strength-to-weight ratio; good corrosion resistance; high thermal conductivity | Aerospace structural, automotive components, electronic housings, prototypes | Low tool wear, fast machining speeds, excellent chip evacuation — the workhorse of CNC machining |
| Stainless Steel (303, 304, 316) | High strength; excellent corrosion resistance | Medical devices, food processing equipment, marine hardware, valve components | Higher cutting forces required; work-hardening tendency demands closer machining control |
| Carbon & Alloy Steel (1018, 1045, 4140) | High strength and wear resistance; heat-treatable | Shafts, gears, structural components, tooling | Good machinability in annealed condition; 4140 requires carbide tooling after heat treatment |
| Titanium (Ti-6Al-4V) | Highest strength-to-weight ratio; biocompatible; corrosion resistant | Aerospace structural, medical implants, high-performance automotive | Difficult to machine — low thermal conductivity concentrates heat at cutting edge; requires conservative speeds/feeds and sharp carbide tooling |
| Brass & Copper (C360, C110) | Excellent electrical/thermal conductivity; natural corrosion resistance | Electrical connectors, fittings, plumbing components, decorative hardware | Excellent machinability — C360 is the standard for high-speed precision turning |
Engineering Plastics
| Material | Key Properties | Typical Applications |
|---|---|---|
| PEEK | High strength, temperature resistant to 250°C, chemical resistant | Medical implants, aerospace components, semiconductor equipment |
| POM (Delrin/Acetal) | High stiffness, low friction, excellent dimensional stability | Gears, bearings, precision mechanical components |
| Nylon (PA6, PA66) | Good strength, wear resistance, impact resistance | Bushings, wear pads, structural components |
| PTFE (Teflon) | Excellent chemical resistance, extremely low friction | Seals, gaskets, chemical processing components |
Note on material behavior: Different materials behave distinctly under cutting conditions — chip formation, heat dissipation, and tool wear rates vary significantly between aluminum, stainless steel, and high-temperature plastics. These differences directly affect achievable tolerances, surface finish quality, and production speed, which is why experienced CNC suppliers maintain material-specific cutting parameters and tooling strategies.
In summary, CNC machining materials span from easily machined aluminum (rapid and cost-effective) to demanding titanium and high-temperature alloys (requiring specialized tooling and conservative cutting parameters) — and the material selected for a part determines not just its functional performance, but also its machinability, achievable tolerance, production cost, and lead time.
Common CNC Machining Challenges & Solutions
Even with computer-controlled precision, CNC machining faces real-world engineering challenges that affect part quality. Understanding these challenges — and how an experienced supplier addresses them — is essential for procurement professionals evaluating manufacturing partners.
Most machining issues stem from improper temperature control, and industrial chillers provide an effective solution by maintaining stable thermal conditions. CNC machining most commonly faces problems such as poor dimensional accuracy, tool wear, workpiece deformation, and poor surface quality, all of which are closely related to thermal effects during the machining process.
| Challenge | Root Cause | Risk to Part Quality | Solution |
|---|---|---|---|
| Dimensional Inaccuracy | Thermal expansion of spindle, guideways, cutting tools and workpiece during machining; geometric errors in machine construction | Parts out of tolerance; assembly fit issues; batch rejection | Machine warm-up cycles; temperature-controlled workshop (20°C ±2°C); thermal compensation software; in-process probing for real-time offset adjustment |
| Tool Wear | Abrasive material action on cutting edge; excessive cutting speed or feed rate | Gradual dimensional drift across production run; degraded surface finish | Tool life monitoring with scheduled tool changes; grade-specific carbide tooling; conservative cutting parameters for tough materials (stainless steel, titanium) |
| Thin-Wall Deformation | Clamping forces or cutting forces on thin features (<2mm wall thickness) | Wall thickness variation beyond tolerance; part distortion after unclamping | Custom soft jaws and low-force fixturing; optimized step-over for thin-wall sections; stress-relief operations between roughing and finishing passes |
| Burrs | Tool exit on ductile materials; worn or chipped cutting edges | Assembly interference; functional surface degradation; cosmetic rejection on visible surfaces | Dedicated finishing tools (separate from roughing tools); optimized toolpath strategy; standard deburring protocol (manual or vibratory finishing) |
| Chatter / Poor Surface Finish | Excessive tool overhang; incorrect spindle speed/feed combination; machine-tool-workpiece resonance | Visible tool marks; measurement errors; stress concentration at surface irregularities | Optimized tool holder selection for minimum overhang; validated cutting parameters per material grade; rigid machine construction to dampen vibration |
| Tolerance Stack-Up | Accumulated errors across multiple setups and fixturing changes | GD&T callouts not met; assembly-level interference | 5-axis single-setup machining where possible; datum structure review during DFM; CMM verification of critical features |
These challenges are not theoretical edge cases — they are the daily reality of precision CNC machining. An experienced CNC supplier addresses them proactively through systematic tool management, thermal compensation, optimized fixturing, and real-time in-process measurement — not by inspecting problems after they occur.
In summary, the difference between standard CNC machining and precision CNC machining lies not in the machine brand, but in a supplier‘s systematic approach to managing the real-world challenges — thermal stability, tool wear, fixturing precision, and in-process quality control — that determine whether parts consistently meet specification from first article to final batch.
CNC Machining vs Other Manufacturing Methods
Selecting the right manufacturing process for a part requires understanding how CNC machining compares to alternative methods in precision, cost structure, lead time, and production volume suitability.
CNC Machining vs Die Casting
| Factor | CNC Machining | Die Casting |
|---|---|---|
| Typical tolerance | ±0.01 mm or better | ±0.05–0.1 mm (die-dependent) |
| Surface finish | Ra 0.4–3.2 μm as-machined | Good from polished mold; may show parting lines |
| Setup cost | Low (no mold required) | High (mold typically $xx,xxx–$xxx,xxx) |
| Per-part cost at volume | High (machining time per part) | Low (seconds per shot) |
| Lead time to first parts | Days to 1–2 weeks | 4–12 weeks for mold build and trial |
| Ideal volume | 1–10,000 parts | 5,000–1,000,000+ parts |
| Design flexibility | Very high — changes require only reprogramming | Low — mold modifications are costly after tooling is cut |
CNC delivers the best precision. Die casting offers good surface finish from the polished steel mold but cannot match CNC tolerances at the micron level. For high-volume production, die casting achieves dramatically lower per-part cost — but the upfront mold investment makes it unsuitable for volumes below approximately 5,000 units.
CNC Machining vs 3D Printing (Additive Manufacturing)
| Factor | CNC Machining | 3D Printing (Metal — SLM/DMLS) |
|---|---|---|
| Material properties | Full wrought material strength, isotropic | Near-wrought; typically requires HIP for full density; potentially anisotropic |
| Surface finish | Ra 0.4–3.2 μm | Ra 6–15 μm (requires post-machining for smooth surfaces) |
| Precision | ±0.01 mm standard | ±0.1–0.2 mm (technology-dependent) |
| Per-part cost at low volume | Moderate | High but partly complexity-independent |
| Setup cost | Low | Low to moderate (no tooling, but build preparation) |
| Design freedom | Limited by tool access | Very high — internal channels, topology-optimized lattices possible |
CNC delivers the best precision. 3D printing requires post-machining for tight-tolerance and smooth-surface requirements. For prototyping complex internal geometries, 3D printing is unmatched. For functional metal parts requiring specific mechanical properties and verified surface finish, CNC machining remains the primary choice.
CNC Machining vs Injection Molding
| Factor | CNC Machining | Injection Molding |
|---|---|---|
| Materials | Metals + plastics | Primarily thermoplastics |
| Setup cost | Low | High (mold cost) |
| Per-part cost at volume | Higher | Extremely low at high volume |
| Ideal application | Metal parts; low-to-medium volume plastic parts | High-volume plastic parts (>10,000+ units) |
When CNC Machining Is the Right Choice
CNC machining is the optimal choice when:
- Tight tolerances (±0.01 mm or better) are functionally required
- Production volumes are in the 1–10,000 range
- Design changes are likely (no mold modification cost)
- Lead time is critical (days to weeks, not months)
- Material properties must match wrought material standards (e.g., aerospace, medical)
- Surface finish requirements exceed what casting or 3D printing can deliver as-sintered or as-cast
In summary, CNC machining, die casting, 3D printing, and injection molding each occupy distinct positions in the manufacturing landscape — CNC machining dominates where precision and material integrity are paramount for low-to-medium volumes, while casting and molding become cost-optimal at high volumes where their upfront tooling investment is amortized across large production quantities.
Quality Control in CNC Machining
For procurement professionals, a CNC supplier‘s quality control system — not just the machine list — determines whether parts will consistently meet specification.
CMM Inspection: The Standard for Dimensional Verification
A Coordinate Measuring Machine (CMM) is a precision metrology instrument used to verify whether a machined component conforms to its intended design specifications with extremely high accuracy. Key capabilities:
- First Article Inspection (FAI): Full dimensional report on the first part from each production run — verifying that the machining process produces conforming parts before full production begins
- In-Process Inspection: Sampling at defined intervals during production to detect tool wear or thermal drift before non-conforming parts accumulate
- GD&T Verification: CMM measurement validates positional tolerances, flatness, perpendicularity, and runout — not just linear dimensions
Quality Control Workflow
| Stage | Method | Purpose |
|---|---|---|
| Incoming material verification | Mill certificate review; optional spectrometer verification | Confirm material grade before machining begins |
| Process setup | First-piece inspection with calibrated instruments | Validate machine setup and tool offsets |
| In-process monitoring | Tool wear tracking; thermal compensation; probe cycles | Detect dimensional drift in real time |
| Final inspection | CMM dimensional report; surface roughness test; visual inspection | Verify conformance to drawing before shipment |
| Documentation | Inspection report with measured values for all specified tolerances | Provide verifiable quality evidence to customer |
Why Repeatable Quality Control Matters
In modern manufacturing, CMMs and CNC machines play complementary roles — the CMM provides high-precision measurement to verify dimensional accuracy and product quality, while the CNC machine transforms raw materials into complex, high-precision parts. Integrating these systems creates a complete quality control workflow that connects design intent to verified output. Without a systematic approach to quality verification, even the most advanced CNC equipment cannot guarantee that delivered parts match the design specification.
In summary, quality control in CNC machining is systematic — combining CMM dimensional verification, in-process measurement, material traceability, and documented inspection data to ensure that every part delivered conforms to specification, with evidence to prove it.
What to Look for in a CNC Machining Supplier
Selecting a CNC machining supplier requires evaluating more than machine specifications and unit price. The quality, consistency, and reliability of delivered parts depend on an integrated system of equipment, process control, and quality verification — not any single factor.
- Precision & Tolerance Capability — Can the supplier hold ±0.01 mm on critical features, and more importantly, can they demonstrate this with CMM inspection data, not just claims?
- Material Expertise — Does the supplier have documented experience with your specific material — aluminum, stainless steel, titanium, engineering plastics?
- Quality Verification — Does the supplier provide dimensional inspection reports with every order? Is CMM verification standard, or only available on request?
- Engineering Support (DFM) — Does the supplier provide Design for Manufacturability feedback — identifying tolerance over-specification, thin-wall risks, and cost optimization opportunities — before machining begins?
- Production Scalability — Can the supplier handle both prototype quantities (1–50 pcs) and production volumes (500–5,000+ pcs) without a change in quality approach?
- Documentation — For regulated industries (medical, aerospace, automotive), does the supplier provide material certifications, FAI reports, and PPAP documentation?
- Lead Time Reliability — Does the supplier provide confirmed delivery dates at the quoting stage — and consistently meet them?
In summary, the right CNC machining supplier delivers more than machined parts — they provide precision verified by CMM data, DFM feedback that reduces cost, documented quality control for every order, and reliable lead times that keep your supply chain predictable.
Frequently Asked Questions
Q1: What is CNC machining?
CNC machining is a computer-controlled subtractive manufacturing process where pre-programmed software directs cutting tools to remove material from a solid workpiece and produce a precision part with defined dimensions, tolerances, and surface finish. It is used wherever consistent dimensional accuracy and production repeatability are required — from aerospace brackets to medical implants to automotive components.
Q2: How does CNC machining work?
CNC machining follows a standard process flow: (1) A 3D CAD model defines the part geometry; (2) CAM software converts the model into G-code — machine-readable instructions specifying toolpaths, speeds, feeds, and cutting depths; (3) The CNC machine executes these instructions, removing material through milling (rotating tools on a stationary workpiece), turning (stationary tool on a rotating workpiece), or EDM; (4) Finished parts undergo dimensional inspection to verify conformance to specification.
Q3: What tolerances can CNC machining achieve?
Standard CNC machining reliably holds ±0.05 mm on most features. Precision CNC machining achieves ±0.01 mm on critical dimensions with proper machine setup and process control. High-precision CNC machining with grinding or EDM can reach ±0.005 mm or tighter for specialized applications. However, tighter tolerances increase cost disproportionately — experienced manufacturers recommend specifying the loosest tolerance that still meets functional requirements.
Q4: What materials can CNC machining process?
CNC machining can process virtually all engineering metals — aluminum (6061, 7075), stainless steel (303, 304, 316), carbon steel, alloy steel, titanium, brass, and copper — as well as engineering plastics including PEEK, POM, nylon, and PTFE. Material selection affects machinability: aluminum machines quickly with low tool wear; stainless steel requires higher cutting forces and more conservative cutting parameters; titanium demands specialized carbide tooling and slow cutting speeds due to its low thermal conductivity.
Q5: What is the difference between CNC machining and 3D printing?
CNC machining is subtractive — it removes material from a solid block to create the final shape, producing parts with full wrought material properties, high precision (±0.01 mm standard), and good surface finish (Ra 0.4–3.2 μm). 3D printing is additive — it builds parts layer by layer, enabling complex internal geometries but with lower precision (±0.1–0.2 mm), rougher surface finish (Ra 6–15 μm), and potentially anisotropic material properties. CNC delivers the best precision; 3D printing requires post-machining for tight-tolerance and smooth-surface requirements.
Q6: What is the difference between CNC machining and die casting?
CNC machining cuts parts from solid material with high precision (±0.01 mm or better) and low upfront cost — ideal for prototypes and low-to-medium volumes (1–10,000 pcs). Die casting injects molten metal into a steel mold with high upfront tooling cost ($xx,xxx–$xxx,xxx) but very low per-part cost at high volumes (5,000–1,000,000+ pcs), though achieving lower precision (±0.05–0.1 mm). For prototyping or low-volume production, CNC machining avoids mold investment. For high-volume manufacturing, die casting offers superior per-unit economics once the initial tooling investment is justified.
Q7: Why is repeatability important in CNC machining?
Repeatability — the ability to produce identical dimensions consistently across every part in a production batch — is often more important than the absolute precision of a single prototype. Quality CNC machining depends on maintaining consistent dimensional accuracy from the first part to the last, which requires systematic thermal management, tool wear monitoring, and in-process quality verification — not just a capable machine. Positional repeatability for industrial-grade CNC equipment typically ranges from ±0.002 mm to ±0.005 mm, translating to true batch-to-batch consistency rather than single-part accuracy. A machine shop that processes custom parts at maximum efficiency must integrate workflow design with every technical control to deliver repeatable results from first article to final batch.
Q8: How do I select a CNC machining supplier for my project?
Evaluate suppliers on precision capability (verified by CMM data, not claims), material experience (documented projects with your specific material), quality control (dimensional inspection reports provided as standard), DFM support (proactive design optimization before machining), and lead time reliability (confirmed delivery dates met consistently). For regulated industries, also verify that the supplier can provide material certifications, FAI reports, and any required PPAP documentation.
Ready to manufacture your precision parts?
Upload your CAD file for a free DFM review.
- → Receive a quote within 24 hours
- → Get manufacturability feedback before production
📐
Precision
Standard ±0.01 mm; ±0.005 mm achievable
🔍
Inspection
CMM verification; full inspection reports
🛠️
Materials
Aluminum, Stainless Steel, Titanium, Engineering Plastics
⚙️
Processes
3/5-axis Milling, Turning, Wire EDM, Grinding
📋
Standards
ISO 2768-f; ISO 9001 quality management