
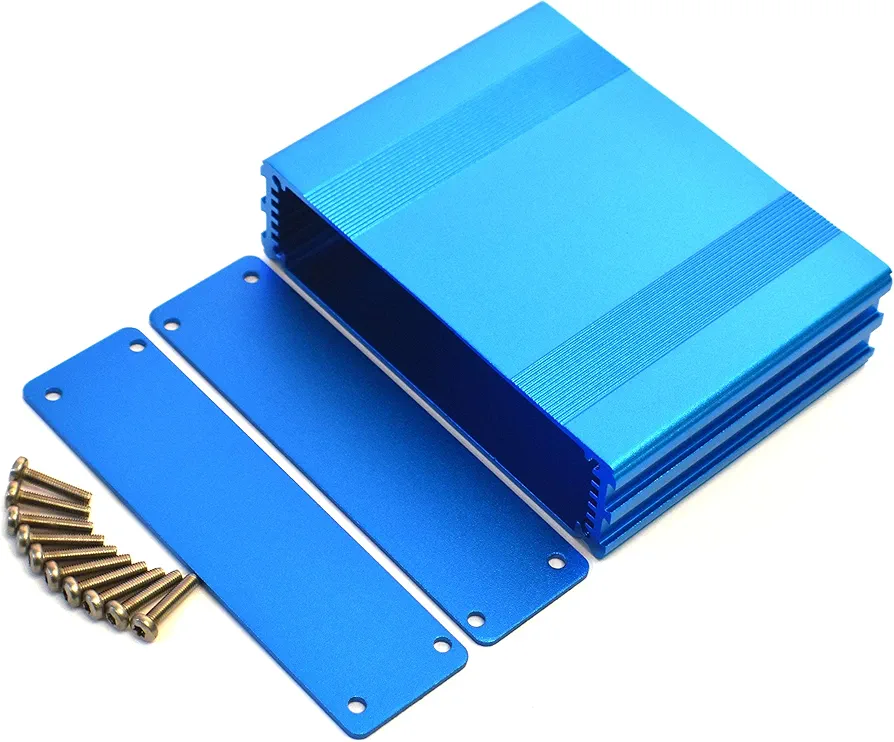
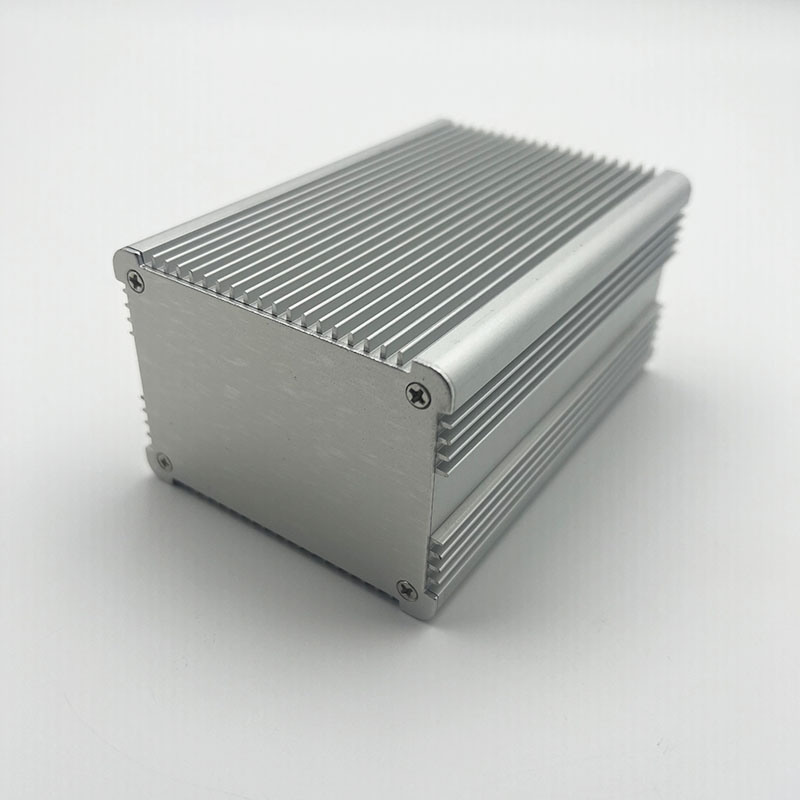
Precision CNC Aluminum Shell Manufacturing
Custom Machined Enclosures for Electronics, EV, Medical & Industrial Applications
From Prototype to Mass Production — CNC Machined Aluminum Housings Engineered to Your Specifications

3-Axis / 4-Axis / 5-Axis CNC Machining
complex geometries, compound angles, and deep cavity work supported
Tight Tolerances up to ±0.01 mm
consistent across production batches, suitable for precision assembly fit requirements
Comprehensive Surface Finishing
Type II & III anodizing, powder coating, sandblasting, brushing, all in-house
Flexible Production Volume
low-volume prototypes (MOQ 1 pc) to full mass production, with lead times starting from 3–15 days
Manufacturing Capabilities
Aluminum Alloy Selection Guide
Selecting the right aluminum alloy directly impacts your enclosure‘s performance, manufacturing cost, and surface quality. The table below provides a structured reference for engineering decisions:

Selection Notes
- 6061-T6 is the default recommendation for most industrial enclosures — best balance of strength, machinability, cost, and anodizing response.
- 6063 should be specified when post-anodize cosmetic appearance is the primary requirement, especially for consumer-facing products.
- 7075-T6 is recommended for weight-critical or high-load applications; note that wall thickness below 1.2 mm increases deflection risk during machining.
- 5052 is preferred for sheet metal enclosures requiring tight-radius bending without cracking, particularly for medical or marine environments.
Surface Finish Guide
Surface finish selection directly affects corrosion resistance, wear life, aesthetics, and assembly compatibility. The table below summarizes our in-house finishing capabilities:
Selection Guidance
- Choose Type II Anodizing when you need corrosion protection, lightweight finish, and dyeable colors — the standard choice for most electronic enclosures.
- Choose Type III Hardcoat Anodizing for abrasive environments, frequent handling, or extreme weather — common for EV charging station housings.
- Choose Powder Coating when impact resistance, electrical insulation, or broad color palette is required. Account for 50–120 µm thickness buildup.
- Sandblasting is often paired with anodizing to create a premium matte appearance for visible device housings.
Industry Applications
Goldcattle CNC-machined aluminum enclosures serve diverse industries. Below are the most common application scenarios with specific requirements our team supports:
Consumer Electronics

EV Battery

Medical Devices
Each industry application has unique tolerance, finish, and certification requirements. Our engineering team provides material and process recommendations during the DFM stage to ensure your aluminum enclosure meets industry-specific standards.
Engineering Challenges & Solutions
Machining aluminum enclosures presents specific technical challenges, especially for thin-wall and complex cavity geometries. Below are the most common challenges we encounter in production and the proven solutions we apply.
Thin wall deformation (wall thickness 0.8–1.2 mm) is one of the most frequent challenges in aluminum enclosure machining. The solutions we use include:
Case Study — CNC Aluminum EV Battery Housing
Project Background
A European EV startup required a lightweight aluminum battery enclosure for their new electric motorcycle. Key requirements: structural integrity under vibration, thermal management, and a premium cosmetic finish.
Project Details
Result
The enclosure met all structural and aesthetic requirements. The customer proceeded to a 2,000-unit follow-up order within 60 days.
⚠️ Note: Replace with a real project case from Goldcattle. Use actual data, photos, and measurable outcomes. Authenticity is critical for B2B buyer trust.

DFM (Design for Manufacturing) Recommendations
Optimizing your aluminum enclosure design for CNC machining reduces cost, shortens lead time, and improves part quality. Below are our engineering team‘s DFM recommendations based on extensive production experience.
Wall Thickness
Walls thinner than the recommended minimum are prone to vibration, deflection, and warping during machining. If ultra-thin walls are functionally required, we apply vacuum fixturing and reduced-depth cutting passes to control deformation.
Internal Corner Radii
- Minimum internal corner radius: R 1.0 mm (to accommodate standard end mills)
- Preferred: R ≥ ⅓ of cavity depth
- Sharp internal corners require EDM and increase cost significantly
Thread Recommendations
Additional DFM Tips
- Tolerance: Apply tight tolerances (±0.01 mm or tighter) only to functionally critical features; overly tight tolerances increase machining time and inspection cost.
- Hole Depth: Maintain depth-to-diameter ratio ≤ 10:1 for drilled holes.
- Tool Access: Design deep cavities with sufficient draft or fillet to allow standard tool reach.
- Surface Finish: Specify surface finish requirements (Ra value) early in the design phase; different finishes require different machining allowances.
- Anodizing Allowance: Account for ~5–10 µm material growth per side after Type II anodizing; mask tight-tolerance surfaces.
- File Format: Submit STEP or IGES files for accurate DFM review.
Frequently Asked Questions
1. What aluminum alloy is best for CNC machined enclosures?
6061-T6 is the most versatile choice for general-purpose enclosures, offering an excellent balance of strength, machinability, and anodizing quality. 6063 is recommended when post-anodize surface appearance is the priority. 7075-T6 should be selected for high-strength, weight-critical applications.
2. What tolerances can you achieve on aluminum enclosures?
Our standard tolerance is ±0.05 mm, with precision tolerance of ±0.01 mm achievable on critical features depending on part geometry and design requirements. Full CMM inspection reports are provided upon request.
3. Do you support 5-axis CNC machining?
Yes. Our 5-axis CNC capability enables complex contours, compound angles, and deep cavity machining in a single setup, reducing lead time and improving positional accuracy.
4. What surface finishes do you offer?
We provide in-house Type II anodizing (clear/black/colored), Type III hardcoat anodizing, powder coating, sandblasting, brushing, and chemical film (Alodine). Third-party plating and PVD are also available upon request.
5. What is your minimum order quantity (MOQ)?
MOQ is 1 piece for prototypes. For production runs, we work with your volume requirements — no rigid minimums. Pricing is tiered based on quantity.
6. What is your typical lead time?
Prototype lead time is 3–7 working days. Production lead time ranges from 7–15 days depending on quantity and complexity.
7. How do you prevent aluminum deformation during thin-wall machining?
We use vacuum fixturing to minimize clamping stress, apply staged machining with intermediate stress relief (roughing with stock allowance → stress relief → finish pass), and optimize cutting parameters specifically for thin-wall applications.
8. Can you machine thin-wall aluminum shells?
Yes. We regularly machine enclosures with wall thickness as low as 0.8 mm (6061). Our process controls include vacuum workholding, reduced-depth cutting passes, and adaptive toolpaths to minimize cutting forces.
9. What industries do you serve for CNC aluminum enclosures?
Our aluminum enclosure machining serves consumer electronics, electric vehicles (EV), medical devices, industrial automation, aerospace/UAV, and telecommunications industries. Each industry has specific tolerance, finish, and certification requirements we are experienced in addressing.
10. Do you provide material certifications?
Yes. Material certifications (mill test reports) are available for all aluminum alloys used. Full material traceability is maintained throughout production.
11. Can you sign NDA agreements?
Yes. We routinely sign NDAs (Non-Disclosure Agreements) to protect our clients’ intellectual property and design files. NDA execution can be completed before any technical discussion.
12. Do you support low-volume production?
Yes. We support low-volume production runs. Our flexible manufacturing setup allows us to economically produce quantities from 1 to 10,000+ units.
13. What file formats do you accept?
We accept STEP (.stp), IGES (.igs), DWG, PDF, and STL files. If you don’t have CAD files, our engineering team can work from sketches or reference images.
14. What quality inspection process do you follow?
Each batch undergoes CMM dimensional inspection, surface roughness testing, visual inspection, and thread gauge verification. Full inspection reports are provided with shipments. Additional testing (salt spray, hardness) is available upon request.
15. Do you provide assembly services?
Yes. We offer component assembly, hardware installation (inserts, helicoils, PEM fasteners), gasket/seal installation, and packaging services. Discuss your assembly requirements during the RFQ stage.
16. Can you match a specific Pantone or RAL color for anodizing or powder coating?
Anodizing dye colors are available in a wide range (black, clear, red, blue, gold, etc.), but exact Pantone matching is limited due to the electrochemical nature of the process. Powder coating, however, can be precisely color-matched to RAL or Pantone specifications.
17. How do you handle international shipping and customs?
We ship globally via air freight (DHL, FedEx, UPS) for prototypes and small batches, and sea freight for production volumes. All shipments include proper customs documentation. We can ship under DDP, DAP, or EXW terms based on your preference.
Request a Custom Aluminum Housing Quote
Ready to discuss your aluminum enclosure project? Our engineering team will respond within 24 hours.
Please send the following information to [[email protected]] or use the inquiry form below.
- 3D files or engineering drawings (STEP/IGS/DWG/PDF)
- Material grade (or describe your application — we‘ll recommend)
- Target quantity (prototype / low-volume / mass production)
- Surface finish requirements
- Tolerance requirements (or critical-to-function features to highlight)
- Application scenario / industry
What happens after you submit
DFM Review
Our engineers evaluate manufacturability and suggest optimizations
Quotation
You receive a detailed quote within 24 hours
Sample Approval
Prototype machined and shipped for your evaluation
Production
Mass production begins after sample sign-off
No CAD files? Send us a sketch or reference photos with basic dimensions. Our engineering team can convert your concept into precise 3D models.





