
The plastic components inside a modern sweeper robot are among the most demanding injection-molded parts in the consumer electronics industry. A single robot can contain 20–40 plastic parts — outer housing, dustbin assembly, sensor brackets, wheel housings, battery compartments, brush mounts, and cable routing clips — each with distinct mechanical, thermal, and cosmetic requirements. For product managers and procurement teams at robotic cleaning device brands, sourcing these components means finding a manufacturing partner who can deliver consistent dimensional accuracy, cosmetic surface quality, and reliable assembly fit across multi-cavity production runs.
Goldcattle provides end-to-end sweeper robot plastic part manufacturing — from DFM review and mold flow analysis through precision multi-cavity injection molding to secondary processing and automated quality inspection. Our manufacturing process supports complex internal structures, tight tolerances, and the cosmetic standards required by smart home appliance brands.

Plastic Components in Sweeper Robots — Overview
A modern sweeper robot contains 20–40 discrete injection-molded plastic parts, each playing a specific mechanical or protective role. The outer housing and top cover form the visible shell and protect internal electronics from dust, impacts, and moisture. Inside, the dustbin assembly and filter housings manage debris collection and air filtration. The bumper assembly and sensor brackets provide physical collision protection and precise mounting for LiDAR, infrared, and cliff-detection sensors. Wheel housings and brush deck frames carry drivetrain and cleaning components under continuous mechanical load. Battery compartments and cable routing clips organize and protect power delivery and data pathways.
Dimensional accuracy, assembly compatibility, and cosmetic surface quality are the three defining requirements across all robot plastic components. A sensor bracket off by 0.1mm can degrade navigation accuracy. An outer housing with visible weld lines or sink marks creates cosmetic rejects. A snap-fit tab with inadequate fatigue life fails after repeated cleaning cycles.
In summary, sweeper robot plastic parts span housings, structural frames, sensor mounts, and functional assemblies — each requiring tight tolerances, consistent cosmetic quality, and reliable mechanical performance across high-volume production.
Material Selection for Robot Vacuum Components
Material selection for sweeper robot components must balance mechanical strength, impact resistance, heat tolerance, cosmetic quality, moldability, and cost — often within a single part.
PC/ABS alloy has become the preferred material for high-end sweeper robot housings. This material combines the high strength of PC and the toughness of ABS, with excellent impact resistance, dimensional stability, and heat resistance, maintaining good mechanical properties even at low temperatures. Flame-retardant PC/ABS alloy can reach UL94 V-0 flame retardant standard, effectively reducing fire risk. At the same time, PC/ABS has excellent surface gloss, which can directly injection mold high-gloss or matte effects, reducing subsequent spraying costs.
Material selection is fundamentally a system-level decision — for a mainstream robot model, PC/ABS outer housing combined with ABS internal brackets, POM wear components, and PA+GF structural frames represents the industry-standard material architecture. Each material choice must be validated through mold flow simulation before tooling commitment.
In summary, sweeper robot plastic material selection follows a system hierarchy — PC/ABS for cosmetic outer housings requiring impact resistance and surface quality, ABS for cost-optimized internal structures, POM for high-wear functional components, and PA+GF for load-bearing structural frames — with each grade validated through mold flow simulation before tooling.
Our Manufacturing Capabilities
Precision Multi-Cavity Injection Molding
Our injection molding capability is purpose-built for the high-volume, tight-tolerance demands of sweeper robot production:
- Dimensional accuracy: ±0.03mm on critical features; ±0.05mm on general positions — verified through multi-point measurement on every cavity
- Multi-cavity production: 4–12 cavities per mold, supporting part weights from 20g to 500g with production efficiency of 500–1,500 pieces per hour per mold
- Process control: Injection pressure 100–160MPa; mold temperature 50–80°C (ABS/PC-ABS) to 80–120°C (PC); cooling time 12–20 seconds
- Shrinkage compensation: ABS 0.4–0.7%; PC 0.5–0.8%; PC/ABS 0.5–0.7% — each grade compensated individually in mold design to achieve assembly tolerance ≤0.02mm
- Material preparation: PC resin dried to moisture content ≤0.02% before processing; automated material handling system prevents contamination
Complex Internal Structure Molding
Modern sweeper robots require plastic parts with integrated air ducts, snap-fit clips, screw bosses, and cable routing channels — all formed in a single injection cycle:
- Air duct integration: Internal air channels are formed through core-pulling mechanisms during molding; ANSYS flow simulation before tooling reduces air resistance by 20% and increases suction power by 15%
- Snap-fit design: Living hinges and snap-fit clips undergo fatigue testing to verify 5,000+ assembly/disassembly cycles without cracking — critical for battery compartments requiring repeated user access per the product’s design life
- Sensor mount precision: Sensor installation features (LiDAR, IR, cliff sensors) are controlled to ±0.05mm positional accuracy, with 0.3mm thermal expansion gap designed into mounting grooves to prevent dimensional drift during operating temperature cycles
- Battery compartment sealing: Sealing interfaces machined to IP54 compliance; welding strength ≥25MPa at sealed joints; pull-out force on threaded inserts ≥800N
Multi-Cavity Consistency & SPC Control
The defining challenge in robot vacuum plastic part production is not making one good part — it is making every part across every cavity exactly the same:
- Cavity-to-cavity consistency: Each cavity in a multi-cavity mold is individually verified during mold qualification; dimensional variation across cavities is maintained within ±0.02mm
- In-process SPC monitoring: Real-time statistical process control tracks critical dimensions during production; automated visual inspection system with defect recognition rate ≥99.6% and dimensional detection accuracy of ±0.03mm
- Automated production: High-speed injection molding line equipped with ABB robots; daily production capacity of 8,000 pieces per device on 12-cavity mold configuration; automated material handling, part removal, and degating for consistent cycle time
Secondary Processing & Surface Finishing
Beyond injection molding, we provide integrated secondary processing that robot components frequently require:
- Ultrasonic welding: Seamless sealing of battery compartments and dust boxes; welding strength ≥25MPa; verified airtightness for IP54 compliance
- Laser engraving: Brand logos and control markings with positioning precision ±0.01mm; permanent, wear-resistant marking
- Thread insertion: Load-bearing threaded inserts with pull-out force ≥800N; insert positioned to provide reliable mechanical fastening at connection points
- Surface treatment: Anti-fingerprint matte finish (Ra 0.8–1.6μm); anti-static coating (surface resistance ≤10⁹Ω for dust reduction); Teflon wear-resistant coating (15–25μm thickness, reducing friction coefficient by 40% for rollers and side brushes); gradient color spraying (Pantone ΔE ≤0.8 accuracy)
From multi-cavity precision molding with SPC verification to integrated secondary processing and automated inspection, our manufacturing system is designed to deliver complete, assembly-ready robot plastic components — reducing our customers’ supply chain complexity and incoming quality inspection burden.

Key Engineering Challenges in Robot Plastic Part Manufacturing
Industry experts point out that every step from material selection to mold design, injection molding and assembly process needs to be precisely managed. Only by being good at every link can we produce high-quality sweeper robots that meet consumer needs. The shell and dustbin of modern sweeper robots usually use high-fluidity and high-rigidity PP or ABS materials. While balancing appearance and strength, the design must fully consider mold manufacturability, stability of the injection molding process and the convenience of subsequent assembly, improving efficiency and yield from the source.
The key factor distinguishing experienced robot vacuum component manufacturers from general injection molders is not equipment alone — it is the systematic engineering approach to managing thin-wall warpage, cosmetic weld lines, sensor mount precision, snap-fit fatigue life, and multi-cavity consistency that determines whether parts meet robot OEM requirements across production runs.
Quality Control & Testing for Robot Plastic Components
For robot vacuum brands and OEMs, the quality of individual plastic components directly determines assembly yield, field reliability, and brand reputation. Our quality system is designed to catch deviations before parts enter your assembly line.
Dimensional Inspection & Process Control
Performance & Environmental Testing
Certification Support
We provide CE, FCC, RoHS, and other certification documentation to support global market access. Full PPAP documentation package — including dimensional reports, material certifications, process flow diagrams, and process capability data — is available for OEM customers requiring formal part qualification.
In summary, quality control for robot plastic components requires three integrated layers — dimensional verification (CMM + SPC), performance testing (wear, impact, thermal, and environmental), and regulatory compliance documentation — to provide brands with verifiable evidence that every production batch meets specification.
OEM & Custom Manufacturing Process
For sweeper robot brands and OEMs, developing a new model or iterating an existing design requires a manufacturing partner who can support the full development cycle — from design validation to mass production ramp.
Our OEM Process Flow
- Design Review & DFM (24–48 hours)
- CAD file receipt (STEP, IGES, SolidWorks) or reference sample
- DFM analysis: wall thickness uniformity check, draft angle sufficiency, snap-fit geometry optimization, weld line prediction, gate position recommendation
- Material recommendation report: grade selection matched to functional, cosmetic, and cost requirements
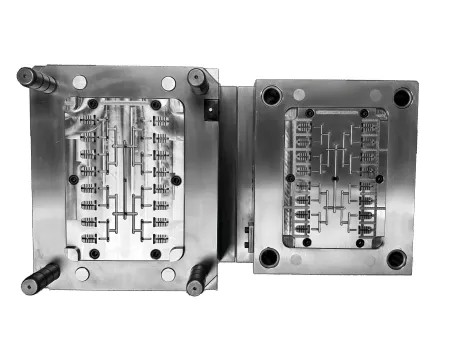
- Mold Flow Simulation & Tooling Design (3–5 working days)
- Multi-cavity mold design (4–12 cavities) with conformal cooling channels
- Mold flow simulation: filling pattern, weld line location, shrinkage prediction, warpage analysis
- Mold steel selection: hardened tool steel for PA+GF applications; S136 stainless steel for high-polish cosmetic surfaces
- Prototyping & Validation (7–15 working days)
- 3D-printed prototypes: delivery within 48 hours; nylon carbon fiber material with strength up to 120MPa for functional testing
- Aluminum prototype molds: 10–15 working days for design validation; suitable for test batches of 50–200 pieces
- Production steel molds: 30–40 working days for full-scale production tooling
- Mold Trial & First Article Inspection
- Full CMM dimensional report on first-article samples
- Assembly fit verification with mating components
- Cosmetic approval sign-off per customer standard
- Mass Production Ramp-Up
- Production process validation with SPC monitoring
- In-process quality control system activated
- Batch delivery with inspection documentation
Specialized manufacturers for robotic cleaning systems offer end-to-end solutions from initial design to high-volume production, bridging the gap between innovative concepts and high-performance plastic reality.
Flexible Production Capabilities:
- Prototyping & NPI: 3D-printed samples in 48 hours; aluminum prototype molds in 10–15 working days; design validation and functional testing support
- Mass Production: High-speed injection molding with daily capacity of 8,000 pieces per device (on 12-cavity mold configuration); automated production line with integrated quality inspection
- Minimum Order Quantity: Flexible MOQ — prototype quantities from 50 units; mass production from 500 units for standard configurations; modular mold design with replaceable inserts supports efficient small-batch production for high-end models (≤200 pieces per run)
Custom sweeper robot plastic part manufacturing spans five integrated stages — DFM review, mold flow simulation, prototyping, first article inspection, and mass production ramp — with each stage documented and verified to support brand OEMs through new product introduction and sustained high-volume delivery.
Case Study — PC/ABS Outer Housing for Robot Vacuum
Project: Complete Plastic Component Set for Next-Generation Robot Vacuum Cleaner
Industry: Smart Home Appliances — Robotic Cleaning
Material Mix: Outer housing and top cover: flame-retardant PC/ABS (UL94 V-0); Internal brackets: ABS; Rollers and brush components: POM; Motor mounts: PA+GF
Challenge: The product required a complete set of 28 discrete plastic parts across different material grades and functional requirements. The outer housing needed UL94 V-0 flame-retardant certification, cosmetic matte finish (Ra 0.8–1.6μm), and consistent color matching (ΔE ≤0.8) across all visible components. Thin-wall sections at sensor windows created warpage risk. Sensor bracket positional tolerance of ±0.05mm was required to maintain navigation accuracy. Production target: 50,000 units per year with zero cosmetic defects on Class-A surfaces.
Our Solution:
- Performed DFM analysis on all 28 parts; optimized wall thickness uniformity, draft angles, and snap-fit geometries before tooling
- Conducted mold flow simulation on outer housing to predict weld line formation; adjusted gate position to shift weld line from cosmetic Zone A to non-visible internal area
- Designed 8-cavity mold for outer housing with conformal cooling to achieve consistent cooling across all cavities, eliminating warpage at thin-wall sensor window areas
- Implemented automated production cell with ABB robots and visual inspection system; SPC monitoring for real-time process control
- Applied anti-static coating (surface resistance ≤10⁹Ω) to outer housing to reduce dust adsorption; matte finish (Ra 0.8–1.6μm) for anti-fingerprint performance
- Delivered full production batch with QC documentation including CMM dimensional reports, UL94 certification, and RoHS compliance documentation
Results:
- All 28 part types approved within ±0.03mm tolerance on critical dimensions; sensor brackets held to ±0.05mm positional accuracy
- Outer housing achieved UL94 V-0 flame-retardant certification; color consistency maintained ΔE ≤0.8 across all visible components; zero cosmetic weld line defects on Class-A surfaces
- Production achieved 8,000 pieces per day on automated molding line; yield rate ≥99.6% through automated visual inspection; zero field returns for plastic component failure in first 12 months
- Customer reduced incoming inspection time by 60% through supplier-provided batch QC documentation
This project demonstrates our integrated approach to robotic cleaning device plastic component manufacturing — combining material expertise across multiple grades, mold flow simulation for defect prevention, automated multi-cavity production with SPC control, and documented quality verification supporting brand OEM new product introduction at high volume.
Why Choose Our Robot Plastic Component Manufacturing
Selecting a plastic component manufacturing partner for sweeper robots requires evaluating more than unit price. The cost of inadequate quality — cosmetic rejects, sensor misalignment, snap-fit field failures — accrues over the product‘s market life and directly impacts brand reputation and warranty cost. Our manufacturing service is structured to minimize that lifecycle risk:
- Material Expertise: ABS, PC, PC/ABS, POM, PA+GF — with documented certification per material grade; UL94 V-0, RoHS, and CE compliance
- Precision Molding: ±0.03mm tolerance on critical dimensions; multi-cavity molds (4–12 cavities); cavity-to-cavity consistency verified during mold qualification
- Automated Production: High-speed injection molding line with ABB robots; daily capacity 8,000 pieces per device; integrated visual inspection ≥99.6% defect recognition
- Engineering Support: DFM review within 24–48 hours; mold flow simulation before tooling to prevent defects; material selection recommendation matched to functional and cost requirements
- Quality System: SPC process monitoring; CMM dimensional verification; full certification documentation (CE, FCC, RoHS); PPAP available for OEM customers
- OEM Flexibility: Prototypes in 48 hours (3D printing) or 10–15 working days (aluminum prototype molds); flexible MOQ from 50 to 500,000+ units per year; modular tooling supports efficient small-batch production for high-end models
In summary, the right sweeper robot plastic component manufacturing partner delivers more than molded parts — they provide material engineering expertise, automated multi-cavity production with SPC quality control, documented batch consistency, and flexible OEM support from prototype to mass production.
FAQ
Q1: What plastic materials are used in sweeper robot components?
The most commonly used plastic materials are ABS (for internal brackets and cost-optimized models), PC (for transparent covers and high-heat areas), PC/ABS alloy (the preferred material for premium outer housings due to its balanced impact resistance, surface finish, and flame-retardant capability up to UL94 V-0), POM (for high-wear components like rollers, gears, and brush assemblies), and glass fiber reinforced nylon PA+GF (for load-bearing structural frames and motor mounts). The typical material architecture for a mainstream robot model is PC/ABS outer housing combined with ABS internal structures, POM wear components, and PA+GF structural frames.
Q2: Why is PC/ABS used for robot vacuum housings?
PC/ABS alloy is the preferred material for premium sweeper robot outer housings because it combines the high impact resistance and heat resistance of PC with the toughness and easy moldability of ABS. It offers excellent surface finish (high gloss or matte), superior impact resistance (withstanding 1m drop tests and daily collision impacts), good dimensional stability during operation (heat deflection temperature suitable for internal temperatures near motors and battery packs), and UV resistance for appearance retention. Flame-retardant PC/ABS grades achieve UL94 V-0 certification, meeting safety requirements for consumer electronic devices that may experience motor heating or electrical faults.
Q3: What tolerances can injection molding achieve for robot components?
Standard injection molding for robot components achieves ±0.05mm on general positions and ±0.03mm on critical features such as sensor mounting points and snap-fit interfaces. Multi-cavity consistency can be maintained within ±0.02mm variation across cavities when mold design, process control, and SPC monitoring are properly integrated. Shrinkage compensation (ABS 0.4–0.7%, PC 0.5–0.8%, PC/ABS 0.5–0.7%) is individually calculated and applied per material grade in mold design.
Q4: How are robot vacuum plastic parts manufactured?
Robot vacuum plastic parts are manufactured through precision injection molding — typically using multi-cavity molds (4–12 cavities) with automated production lines. The process includes material drying and preparation (PC must be dried to moisture ≤0.02%), injection under controlled pressure (100–160MPa) and mold temperature (50–120°C depending on material), cooling (12–20 seconds), ejection, and automated quality inspection. Secondary processing — ultrasonic welding, laser engraving, thread insertion, and surface treatment — is integrated into the manufacturing workflow for components requiring sealed battery compartments, permanent markings, or cosmetic finishes.
Q5: What are the most common defects in robot plastic components?
The most common defects include thin-wall warpage from uneven cooling, weld lines on cosmetic surfaces where melt flow fronts converge around core features, sensor bracket dimensional drift due to thermal expansion during operation, snap-fit fatigue failure after repeated assembly/disassembly cycles, dust ingress at housing seams from insufficient seal compression, and multi-cavity quality variation from minor differences in cavity filling and cooling. Each of these can be prevented through mold flow simulation, optimized process parameters, material-specific fatigue testing, and in-process SPC monitoring.
Q6: Do you support rapid prototyping before full production tooling?
Yes. We offer two prototyping paths: 3D-printed prototypes delivered within 48 hours (using nylon carbon fiber material with strength up to 120MPa for functional testing and design validation), and aluminum prototype molds delivered within 10–15 working days (suitable for test batches of 50–200 pieces for production-intent validation). Production steel molds are built after prototype approval, with a lead time of 30–40 working days.
Q7: What quality certifications do you provide for robot components?
We provide CE, FCC, and RoHS certification documentation to support global market access. UL94 V-0 flame-retardant certification is available for PC/ABS and ABS grades. Full PPAP (Production Part Approval Process) documentation — including dimensional reports, material certifications, process flow diagrams, FMEA, control plans, and process capability data — is available for OEM customers requiring formal production part qualification.
Q8: What is the typical production lead time and minimum order quantity?
Prototype lead time: 3D-printed samples within 48 hours; aluminum prototype molds within 10–15 working days. Production mold lead time: 30–40 working days for steel production molds. Mass production lead time is confirmed at order placement. Minimum order quantity is flexible — prototype quantities from 50 units; mass production from 500 units for standard configurations. Modular mold design with replaceable inserts supports efficient small-batch production for high-end models (≤200 pieces per run).
Ready to develop your sweeper robot plastic components?
Upload your CAD file or part specification.
→ Receive DFM review within 24–48 hours
→ Get mold flow simulation before tooling commitment
→ Prototypes delivered in 48 hours (3D printing) or 10–15 working days (aluminum molds)
Our Capabilities & Trust Signals
🔧 Materials
ABS, PC, PC/ABS (UL94 V-0), POM, PA+GF — full material certification with every order
📐 Precision
±0.03mm on critical features; multi-cavity consistency verified during mold qualification
⚙️ Processes
Multi-cavity injection molding (4–12 cavities); ultrasonic welding; laser engraving; surface finishing; automated visual inspection
🔍 Quality
CMM dimensional inspection; in-process SPC monitoring; automated defect recognition ≥99.6%
📋 Certifications
CE, FCC, RoHS, UL94 V-0; PPAP documentation available
⏱️ Lead Times
Prototypes in 48h (3D) / 10–15 working days (aluminum mold); production molds in 30–40 working days
📦 Production
Daily capacity 8,000 pieces per device; flexible MOQ from 50 to 500,000+ units/year





