Goldcattle, with 26 years in precision metal casting, specializes in custom hardware precision casting parts—covering stainless steel valves, carbon steel gears, aluminum alloy brackets, and copper alloy connectors. Using investment casting, sand casting, and die casting technologies, we deliver ±0.05mm tolerance parts, backed by ISO 9001 and IATF 16949. From prototypes to 100,000+ units/month, our parts ensure high dimensional accuracy, wear resistance, and structural integrity for 55+ global clients in automotive, machinery, and plumbing industries.

Core Processing Technologies: Engineering for Precision & Strength
Hardware precision casting parts require complex geometries, tight tolerances, and reliable mechanical properties. Goldcattle’s technologies balance intricate design replication with material strength, suitable for high-load and high-precision applications.
1. Investment Casting (Lost-Wax Casting)
- Ceramic shell molding: Creates parts with complex internal structures (e.g., valve bodies with multi-way flow channels) and ±0.03mm dimensional tolerance. A 3-inch stainless steel valve core achieved Ra 1.6μm surface finish, eliminating post-machining for fluid-tight sealing.
- Wax pattern injection: Produces precise wax replicas (±0.02mm) for small-to-medium parts (5-500g), ensuring consistent casting accuracy across 10,000+ units. A copper alloy gear with 24 teeth maintained ±0.01mm tooth spacing, reducing noise by 15% in transmission systems.
- Vacuum casting: Prevents gas porosity in high-strength parts (e.g., aerospace brackets), achieving 99.9% material density and tensile strength ≥600MPa for 4140 steel castings.
2. Sand Casting with 3D Printing
- 3D-printed sand molds: Accelerates prototype development of large parts (5-50kg) like machine bases and pump housings, cutting mold lead time by 50% vs. traditional sand casting. A 500mm-long carbon steel machine frame achieved ±0.1mm tolerance, suitable for industrial machinery assembly.
- Resin-coated sand casting: Enhances surface finish (Ra 3.2μm) for medium-precision parts (e.g., motor housings), reducing machining allowance by 30%. A 200mm aluminum alloy motor shell cast this way required only 0.5mm post-machining.
3. Precision Post-Casting Machining
- CNC milling for critical features: Refines mating surfaces and mounting holes (±0.01mm tolerance) on cast parts, ensuring assembly accuracy. A stainless steel flange with 8 bolt holes achieved 0.02mm position tolerance, eliminating leakage in high-pressure pipelines.
- Grinding for flatness: Achieves ≤0.01mm/m flatness on sealing surfaces (e.g., valve flanges), critical for leak-proof performance. A 150mm-diameter cast iron flange ground this way maintained tight sealing at 200bar pressure.
4. Surface Treatment & Performance Enhancement
- Electroplating: Applies nickel, chrome, or zinc coatings to improve corrosion resistance (500+ hours salt spray for zinc-plated carbon steel parts) and wear resistance (60HRC for chrome-plated gears).
- Heat treatment: Normalizes cast steel parts to reduce internal stress (≤50MPa residual stress) and tempering to balance hardness (20-30HRC for ductile iron parts). A cast steel gear treated this way endured 1 million+ rotation cycles without fatigue failure.
- Passivation: For stainless steel parts, removes free iron to enhance corrosion resistance—316L castings passed 1,000-hour salt spray testing, suitable for marine environments.
Material Expertise: Matching Alloys to Application Needs
Precision casting hardware parts require materials tailored to strength, corrosion resistance, and cost—Goldcattle offers alloy solutions for diverse industries:
|
Material
|
Key Properties
|
Application
|
Advantages
|
|
Stainless Steel (304, 316L)
|
Corrosion resistance, 515MPa tensile strength
|
Valves, marine hardware, food machinery
|
304: 500+ hours salt spray; 316L: 1,000+ hours (resists chloride corrosion).
|
|
Carbon Steel (45#, 4140)
|
High strength (600-800MPa), cost-effective
|
Gears, brackets, machine frames
|
Ideal for high-load (≤200kN) industrial applications; easy to weld.
|
|
Aluminum Alloy (A356, 6061)
|
Lightweight (2.7g/cm³), good thermal conductivity
|
Automotive brackets, heat sinks
|
30% lighter than steel; suitable for weight-sensitive parts.
|
|
Copper Alloy (Brass, Bronze)
|
Electrical conductivity, wear resistance
|
Connectors, bearing sleeves
|
Brass: 60% IACS conductivity; bronze: low friction (ideal for sliding parts).
|
Precision Cast Hardware Parts Manufacturing Process
- Design & DFM: Engineers analyze client 3D models (STEP/IGS) to optimize casting feasibility—e.g., adding 2° draft angles to a valve body to ensure easy mold release.
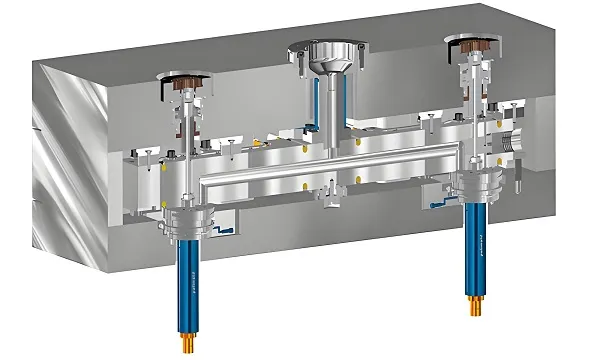
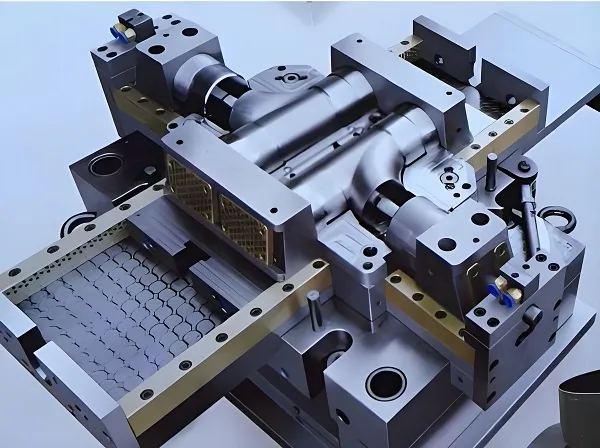
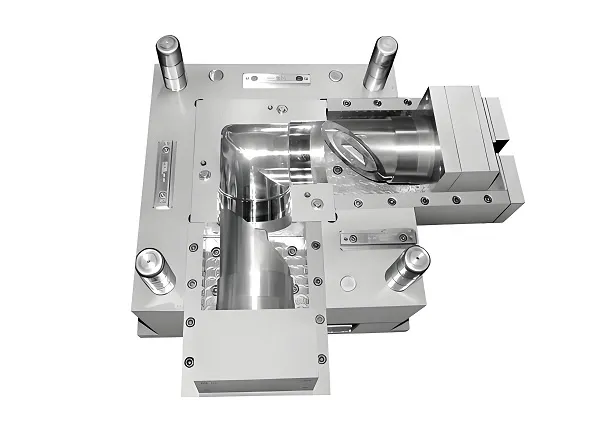
- Mold development: For investment casting, wax injection molds are CNC-machined (±0.01mm); for sand casting, 3D-printed sand molds are produced in 3-5 days.
- Casting production:
-
- Investment casting: Wax patterns → ceramic shell → dewaxing → molten metal pouring (1,400-1,600℃) → shell removal.
-
- Sand casting: Molten metal poured into 3D-printed sand molds → cooling → shakeout.
- Post-processing: CNC machining refines critical features; heat treatment enhances mechanical properties; surface treatment (plating/passivation) adds corrosion resistance.
- Quality validation: CMM inspection (±0.01mm), X-ray for internal defects, and tensile testing ensure compliance with ASTM B637 standards.
Custom Precision Cast Hardware Parts Application Fields
- Automotive industry: 316 stainless steel turbocharger housings (withstand 800℃), A356 aluminum suspension brackets (lightweight).
- Plumbing & valves: Brass ball valves (leak-proof at 100bar), 304 stainless steel pipe fittings (corrosion-resistant for potable water).
- Industrial machinery: 4140 steel gearbox housings (high load capacity), ductile iron bearing blocks (vibration damping).
- Electrical equipment: Copper alloy terminal blocks (high conductivity), aluminum heat sinks (thermal management).
Customization Capabilities: From Prototype to Mass Production
Hardware precision casting parts demand tailored solutions—Goldcattle supports flexible production scales and designs:
- Complex geometry customization: Produces parts with undercuts, internal cavities, and thin walls (≥2mm) via investment casting—e.g., a medical device bracket with 0.5mm-thick ribs.
- Material customization: Adjust alloy compositions (e.g., 316L with 2% molybdenum for enhanced corrosion resistance) to meet client performance requirements.
- Production flexibility: 10-50 prototypes (7-10 days) via 3D-printed molds; 10,000-100,000+ units/month with automated casting lines (e.g., 50,000 brass connectors for electrical industry).
Common Processing Questions
- Q: How to ensure 0.05mm tolerance for a complex gear with 50 teeth?
A: Use investment casting with CNC-machined wax molds (±0.01mm), followed by precision gear hobbing to refine tooth profiles—achieving DIN 7 级 accuracy (±0.03mm tooth thickness).
- Q: What’s the lead time for 1,000 investment-cast 304 stainless steel valves?
A: 10 days for wax mold development, 15 days for casting/production—total 25 days. Rush options cut lead time by 40% with expedited shell making.
- Q: Can cast parts withstand -40℃ low temperatures (e.g., outdoor machinery)?
A: Yes—using nickel-chromium alloy steel (3.5% Ni), cast parts maintain 90% tensile strength at -40℃, meeting ASTM A352 LCC standards.
- Q: How to reduce porosity in large castings (e.g., 500mm machine frames)?
A: Vacuum-assisted pouring (≤10Pa) removes gas bubbles; heat treatment (650℃ annealing) eliminates micro-porosity, ensuring 99.8% material density.
Need Custom Precision Cast Hardware Parts?
Goldcattle delivers high-precision, durable cast parts tailored to your industry needs. Whether for automotive, plumbing, or machinery, our 26-year expertise ensures quality and reliability.
Upload your 3D drawings or specs via our online form to receive a feasibility report and quote within 24 hours. Our engineers will collaborate to optimize your design for casting performance and cost efficiency.
Xiamen Goldcattle—your trusted partner for custom precision cast hardware solutions.