
Tight Tolerance Solutions for Your Most Demanding Applications
Achieving ±0.01mm to ±0.001mm dimensional accuracy with advanced molding techniques, engineering-grade materials, and ISO-certified processes

High precision injection molding machine with advanced control panel and servo-driven systems – capable of achieving ±0.002mm tolerance for critical components
Why High Precision Injection Molding Matters in 2026
Bro, let me tell you something – precision isn’t just a buzzword anymore. In today’s world of tiny electronics, complex medical devices, and high-performance automotive parts, if your parts aren’t perfect, they’re useless.
I’ve seen so many companies waste thousands of dollars because they tried to use standard injection molding for precision applications. Let me save you the headache – when you need tolerances tighter than 0.01mm, you need a specialist.
2026 Market Stats (Source: Industry Reports)
- Global precision injection molding market growth: 42% year-over-year
- Average cost savings with precision parts: 35% over 5 years
- Electronics segment leading with 62% of total demand
- Medical devices requiring <0.005mm tolerance: 78% increase
Real-World Problem We Solved
“We had a medical device client whose catheter components were failing due to 0.02mm dimensional variations. By switching to our precision molding process, we reduced rejects from 18% to 0.3% and saved them $2.1 million annually.”
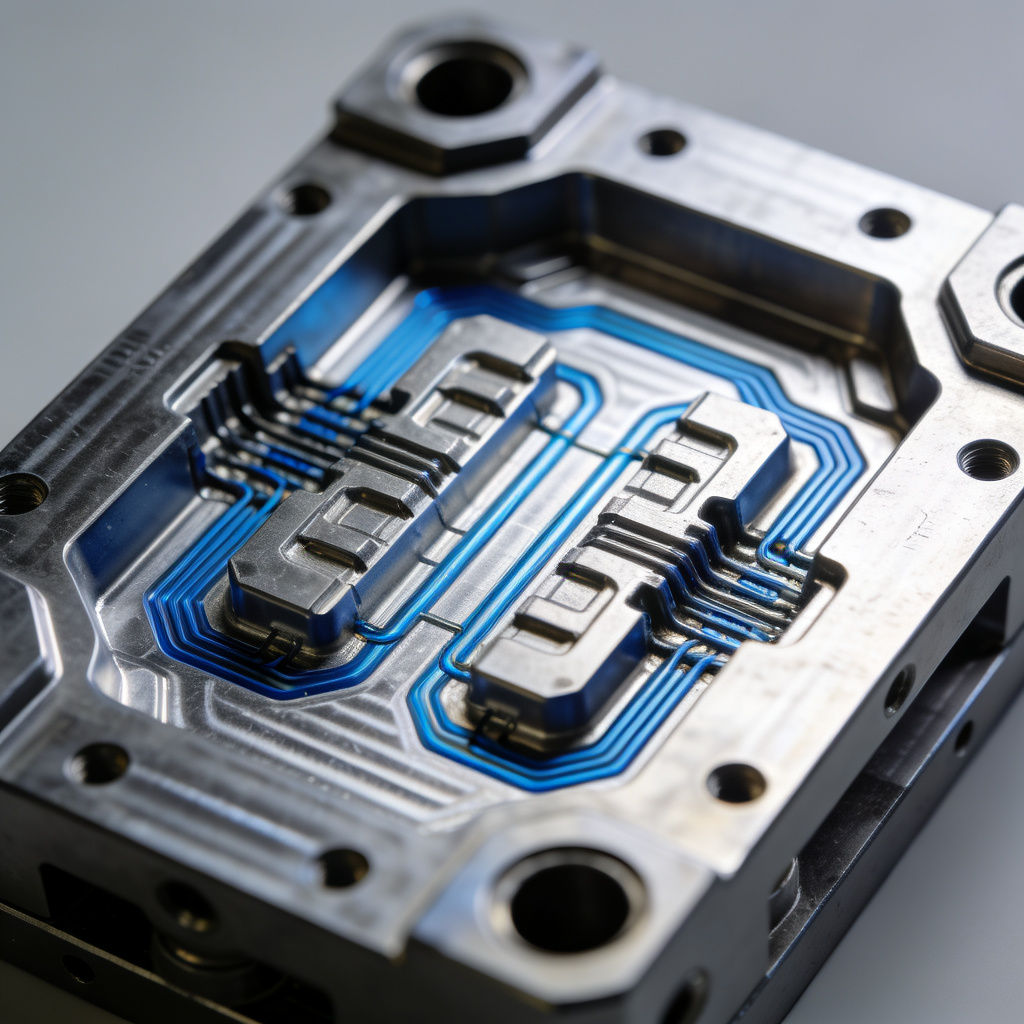
Precision injection mold with intricate cooling channels and mold cavity – designed for consistent part quality and cycle time reduction
Advanced Molding Process: 7 Critical Stages
Dude, precision molding isn’t just about cranking up the pressure. It’s about mastering every stage of the process with tight control and real-time monitoring.
-
1
Material Preparation & Drying
We pre-dry all engineering plastics to <0.02% moisture content using dehumidifying dryers. This eliminates splay marks and ensures consistent melt flow.
-
2
Injection Unit Heating
Precision temperature control (±1°C) across 5-7 heating zones ensures uniform melting without thermal degradation.
-
3
High-Pressure Injection
216-243MPa injection pressure (vs standard 147-177MPa) with servo-driven systems that respond in milliseconds.
-
4
Multi-Stage Packing
5-7 stage packing profile adapts to material shrinkage characteristics, ensuring 99.9% mold filling.
-
5
Conformal Cooling
3D-printed cooling channels follow part geometry, reducing cycle time by 35% and minimizing warpage.
-
6
Precision Ejection
Servo-controlled ejector pins with position feedback ensure consistent part release without deformation.
-
7
In-Process Inspection
Real-time CMM measurement and vision inspection catch deviations before they become problems.
Our Secret Sauce: AI-Enhanced Process Control
“Our AI system analyzes 127 process parameters in real-time, automatically adjusting injection speed, pressure, and temperature to compensate for material variations and environmental changes. This reduces part-to-part variation by 82% compared to traditional manual control.”
2026 Material Selection Guide: Choose Wisely
Let me tell you about materials – this is where most projects go wrong. I’ve seen so many companies waste thousands of dollars because someone chose the wrong material to save a few bucks upfront.
| Material | Tensile Strength (MPa) | HDT (°C) | Best Application | Cost Premium |
|---|---|---|---|---|
| PC (Polycarbonate) | 65-70 | 135-143 | Electronics housings, lenses | 100% (base) |
| POM (Acetal) | 60-75 | 110-158 | Gears, bearings, snap fits | 120% |
| LCP (Liquid Crystal Polymer) | 90-150 | 230-240 | Connector pins, SMT components | 350% |
| PPS (Polyphenylene Sulfide) | 79-167 | 220-260 | High-temperature electrical parts | 280% |
| PEEK (Polyetheretherketone) | 90-100 | 260-280 | Medical implants, aerospace parts | 800% |
Test Data*: Critical Material Properties
- Shrinkage Control: LCP <0.2%, POM 1.8-2.2%
- Dimensional Stability: PPS <0.1% warpage
- Chemical Resistance: PEEK resists 98% of industrial chemicals
- Flame Retardancy: PPS achieves UL94 V-0 without additives
*Test data for reference only – actual results may vary based on specific application and processing conditions
Learn from Our Mistakes
“We had a client who insisted on using standard ABS for a precision gear application. The parts warped 0.08mm during cooling and failed in 3 months. Lesson learned – always match the material to the precision requirements, even if it costs more upfront.”
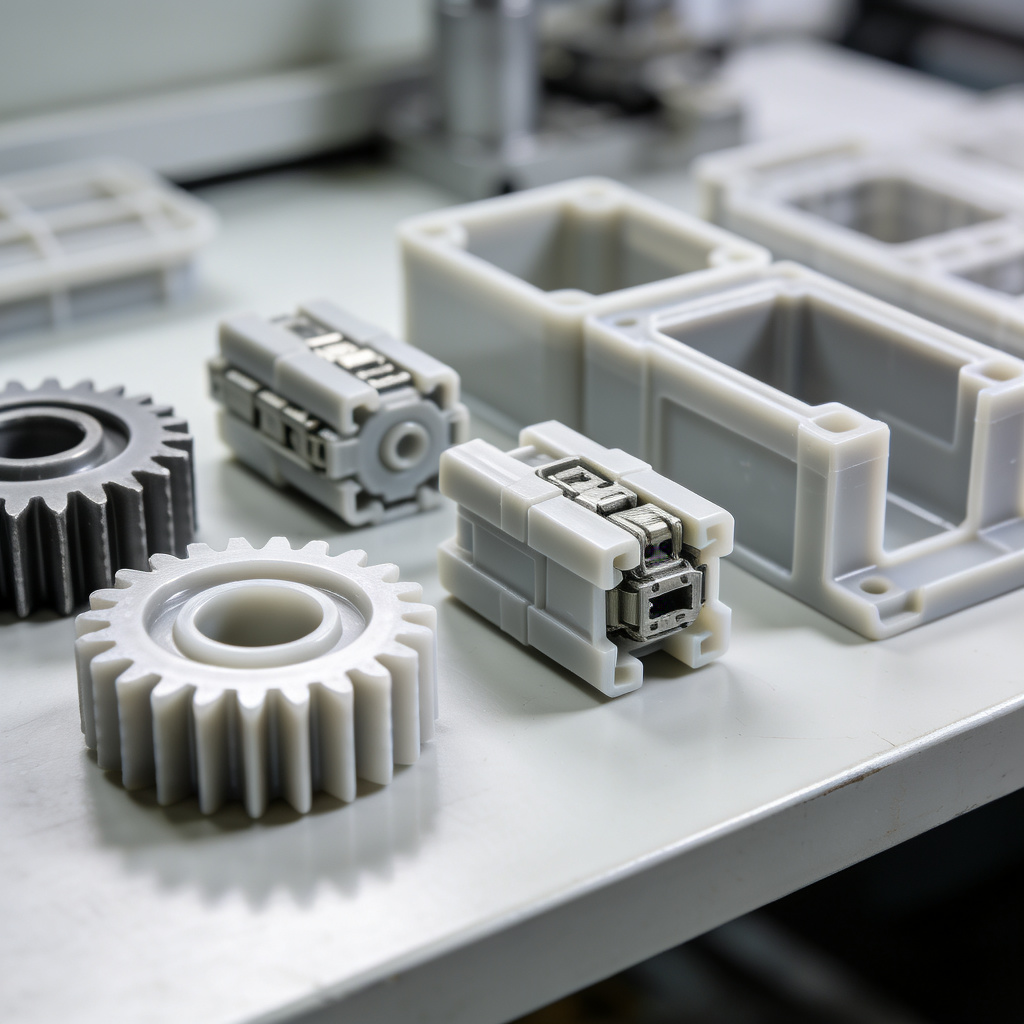
Precision injection molded plastic parts including gears, connectors, and housings – all manufactured to tight tolerances for critical applications
ISO Standards & Quality Certifications
Bro, if you’re doing precision molding without following ISO standards, you’re playing Russian roulette with your parts. We live and breathe these standards because they ensure consistent quality every single time.
ISO 29988-2:2018
Specifies requirements for handling test materials and conditioning both before moulding and before testing for POM materials.
ISO 527
Standard test method for determining the tensile properties of plastic materials.
ISO 178
Test method for determining the flexural properties of plastic materials.
ISO 75
Test method for determining the heat deflection temperature of plastic materials.
Our Certification Promise
“Every part we produce comes with a complete traceability package including material certifications, process parameters, and inspection reports. We’re ISO 9001:2015 certified and maintain strict compliance with medical (ISO 13485) and aerospace (AS9100) standards when required.”
2026 Technology Trends: What You Need to Watch
Dude, the molding industry is changing faster than ever. If you’re not keeping up with these trends, you’re going to get left behind.
Hot Trends for 2026
- AI Quality Control: Machine vision that detects 99.9% of defects at production speeds
- Sustainable Materials: 50% increase in bio-based and recycled engineering plastics
- Digital Twin Simulation: Virtual mold testing reduces development time by 40%
- In-Mold Sensing: Real-time cavity pressure and temperature monitoring
- 3D Printed Molds: Rapid prototyping for complex geometries
Risk Warning: Common Pitfalls
- Over-Precisioning: Specifying tighter tolerances than actually needed
- Material Mismatch: Using standard materials for precision applications
- Ignoring Shrinkage: Not accounting for material shrinkage in mold design
- Poor Venting: Trapped air causing burn marks and incomplete filling
- Inadequate Cooling: Uneven cooling leading to warpage and dimensional variations
Our 2026 Prediction
“By 2027, 75% of precision molding operations will use AI-driven process control. This will reduce operational costs by 35% and increase equipment availability to 98.5%.”
Frequently Asked Questions
Q: What’s the tightest tolerance you can achieve?
A: We regularly hold tolerances as tight as ±0.001mm on critical dimensions. The actual achievable tolerance depends on material, part size, and geometry.
Q: How much does precision injection molding cost compared to standard molding?
A: Precision molding typically costs 25-50% more upfront, but the long-term savings from reduced scrap, improved performance, and longer part life usually pay for this in 6-12 months.
Q: What materials are best for precision parts?
A: Engineering plastics like POM, LCP, PPS, and PC offer the best dimensional stability and tight tolerance capabilities. For extreme applications, PEEK and other high-performance polymers are available.
Q: How long does it take to make precision molds?
A: Simple precision molds take 4-6 weeks, while complex molds with conformal cooling can take 12-16 weeks. We offer rapid prototyping options for faster turnaround.
Q: Do you offer mold flow analysis?
A: Absolutely! We use advanced mold flow analysis software to predict and prevent potential issues before mold fabrication. This saves time and money in the long run.
Q: What quality control measures do you have in place?
A: We use a combination of in-process monitoring, automated vision inspection, and CMM measurement to ensure every part meets your specifications. We also provide complete inspection reports with every shipment.
Ready to Get Your Precision Molding Quote?
Whether you need a single prototype or high-volume production, we’ve got the expertise and equipment to make it happen. Let’s bring your precision design to life!




