Precision CNC Machining Services for Custom Metal & Plastic Parts
We deliver custom precision machined parts with verified tolerances down to ±0.005mm, from one-off prototypes to production runs. Our engineering-first approach ensures your parts fit, function, and pass inspection on the first try.
What is CNC Machining?
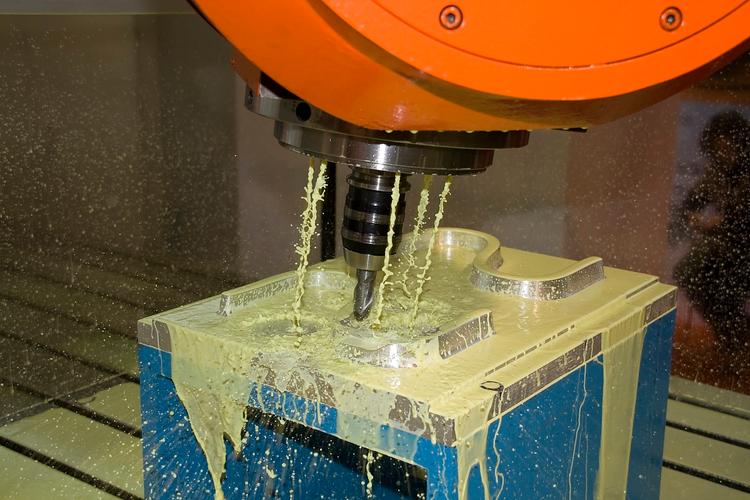
CNC (Computer Numerical Control) machining is a subtractive manufacturing process where pre-programmed computer software controls the movement of cutting tools to remove material from a solid workpiece and produce a finished part with exact dimensions.
CNC machining is the go-to method for producing high-precision metal and plastic components with tight tolerances and repeatable quality — from one-off prototypes to production runs.
In summary, CNC machining is a precision subtractive manufacturing process that delivers tight tolerances (±0.01 mm or better) and repeatable quality for both prototyping and production.

What Level of Precision Can CNC Machining Achieve?
Precision is the single most important factor engineers evaluate when selecting a CNC machining supplier. The tolerance a shop can reliably hold determines whether your parts will fit, function, and pass inspection.
Standard vs Tight vs Ultra-Precision Tolerances
| Tolerance Level | Range | Typical Application | Cost Impact |
|---|---|---|---|
| Standard | ±0.1 mm | Non-critical structural parts, brackets, covers | Baseline cost |
| Precision | ±0.05 mm | General mechanical components, housings | Moderate increase |
| Tight | ±0.01 mm | Fitting surfaces, bearing seats, mating parts | Significant increase |
| High Precision | ±0.005 mm | Aerospace, medical device, precision instruments | Highest cost |
| Ultra-Precision | ±0.002–0.003 mm | Optical components, micro-machined parts | Requires specialized equipment |
One of the most frequent issues in CNC machining procurement is over-specification — applying ±0.01 mm tolerance where ±0.05 mm is sufficient. Our DFM team reviews every drawing and flags over-tolerance areas that unnecessarily drive up cost. Every machined part undergoes dimensional inspection using CMM equipment, with full inspection reports available upon request. We work to ISO 2768-m standards for general tolerances and GD&T callouts for critical features.
The key factor in CNC precision is not just the machine, but the combination of rigid fixturing, toolpath optimization, thermal stability control, and systematic inspection — all of which determine whether a supplier can hold ±0.01 mm consistently across a production batch.
Our CNC Machining Capabilities
Tolerances We Hold
| Feature Type | Standard Tolerance | Achievable Tolerance |
|---|---|---|
| Linear dimensions | ±0.05 mm | ±0.01 mm |
| Hole diameters | ±0.05 mm | ±0.012 mm |
| Flatness | 0.05 mm | 0.01 mm |
| Positional accuracy | ±0.05 mm | ±0.02 mm |
Precision tolerances of ±0.005 mm are achievable with specialized equipment, though at higher cost. Our engineers recommend the optimal tolerance for your functional needs.
Surface Finishing Capabilities
| Finish Type | Ra Value | Application |
|---|---|---|
| As-machined | Ra 3.2 μm | Standard functional surfaces |
| Fine machined | Ra 0.8 μm | Sealing surfaces, bearing seats |
| Polished | Ra 0.4 μm | Cosmetic surfaces, mirror finish |
Materials We Machine
| Material Category | Specific Materials |
|---|---|
| Aluminum Alloys | 6061, 7075, 5052, 5083 |
| Stainless Steel | 303, 304, 316, 420 |
| Carbon & Alloy Steel | 1018, 1045, 4140, 4340 |
| Titanium Alloys | Ti-6Al-4V (Grade 5) |
| Brass & Copper | C360, C110 |
| Engineering Plastics | PEEK, PTFE, POM, Nylon, ABS |
Machine Types
| Machine Type | Max Workpiece Size |
|---|---|
| 3-Axis CNC Milling | 600 x 400 x 300 mm |
| 4-Axis CNC Milling | 500 x 400 x 300 mm |
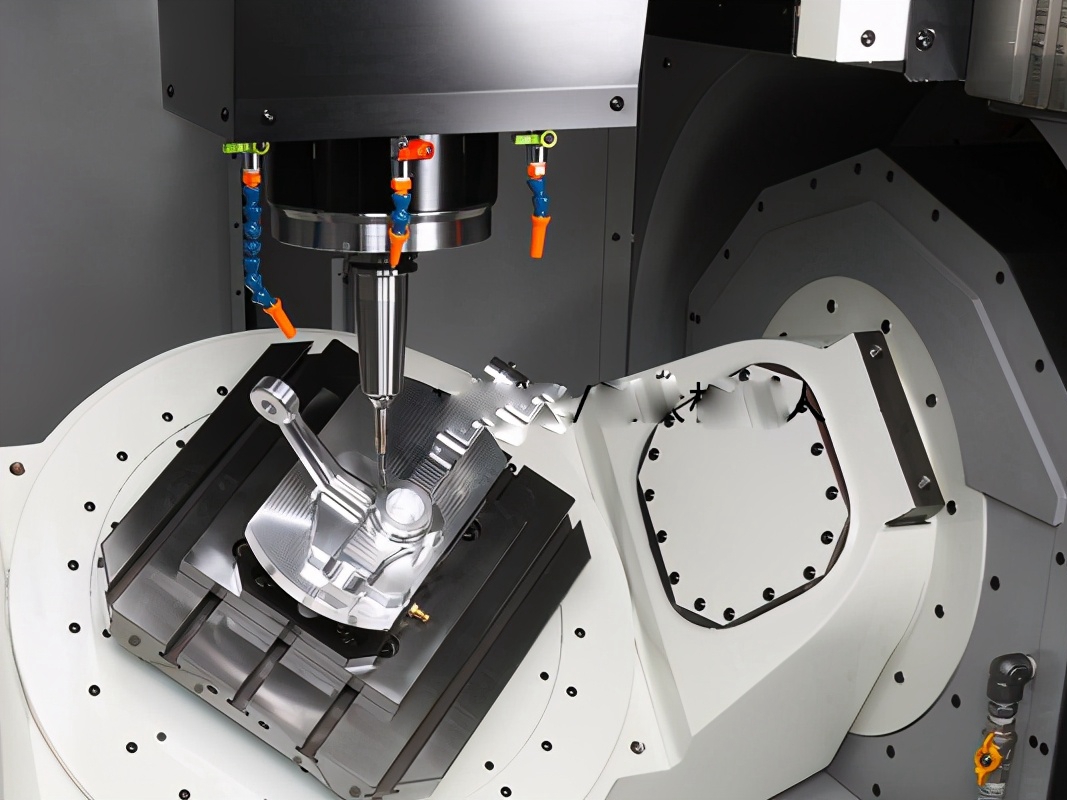
| 5-Axis CNC Milling | 400 x 400 x 300 mm |
| CNC Turning | Ø300 mm x 500 mm |
5-axis machining enables single-setup production of complex parts, eliminating re-fixturing errors and reducing lead time.
How CNC Machining Ensures Consistent Quality
One of the defining advantages of CNC machining over manual processes is its ability to deliver consistent quality across production batches — from the first part to the 10,000th.
1
Programmed Control, Not Operator-Dependent
Every toolpath, cutting speed, and feed rate is defined in the CAM program, eliminating manual variability.
2
Automated Tool Management
Automatic tool changers and wear compensation prevent dimensional drift during production runs.
3
In-Process Probing
Renishaw touch probes measure features during machining, allowing real-time offset adjustments.
4
Systematic Quality Assurance
FAI, in-process sampling, and final CMM inspection ensure every part meets your specifications.
In summary, CNC machining ensures batch-to-batch consistency through programmed control, automated tool compensation, in-process measurement, and systematic quality inspection — four layers of quality assurance that manual processes cannot match.

Common CNC Machining Challenges and Solutions
This is what separates engineering partners from basic job shops. We identify and solve potential issues before they become costly rework.
| Challenge | Root Cause | Quality Risk | Our Solution |
|---|---|---|---|
| Warping / Distortion | Internal stress release during material removal | Out-of-tolerance flatness; part scrapped | Optimized roughing; stress-relief before finishing |
| Burrs | Tool exit; material ductility | Assembly interference; cosmetic reject | Deburring protocol; edge break; vibratory finishing |
| Surface chatter marks | Tool overhang; incorrect speed/feed | Poor surface finish; stress risers | Toolpath optimization; validated cutting parameters |
| Tolerance stack-up | Accumulated errors across multiple setups | Features out of position; inspection failure | Single-setup 5-axis machining; GD&T review |
| Thin-wall deflection | Clamping/cutting force on thin features | Wall thickness variation beyond tolerance | Custom soft jaws; low-force fixturing; optimized step-over |
| Tool wear on tough materials | Titanium/Inconel causes rapid tool degradation | Gradual dimensional drift; surface finish issues | Tool wear monitoring; grade-specific tools; conservative life limits |
For every project, our engineering team identifies potential manufacturability risks during DFM review — before machining begins — and implements preventive measures. This front-loaded approach eliminates rework and ensures first-article acceptance.
CNC Machining vs Other Manufacturing Methods
Choosing the right manufacturing method for your project is critical to balancing cost, lead time, and quality. Here’s how CNC compares to the most common alternatives:
CNC vs Die Casting
| Precision | CNC: ±0.01mm | Die Cast: ±0.05-0.1mm |
| Setup cost | CNC: Low | Die Cast: High ($xxk mold) |
| Per-part cost | CNC: High | Die Cast: Low at volume |
| Best for | CNC: Low-medium volume | Die Cast: >10k parts/year |
CNC vs 3D Printing
| Material properties | CNC: Full wrought | 3D Print: Near-wrought |
| Surface finish | CNC: Ra 0.4μm | 3D Print: Ra 6-15μm |
| Precision | CNC: ±0.01mm | 3D Print: ±0.1-0.2mm |
| Best for | CNC: Functional parts | 3D Print: Complex internal features |
CNC vs Injection Molding
| Materials | CNC: Metals + Plastics | IM: Primarily plastics |
| Setup cost | CNC: Low | IM: High ($xxk mold) |
| Per-part cost | CNC: Higher | IM: Very low at volume |
| Best for | CNC: Low-volume | IM: >10k plastic parts |
If you need fewer than 100 parts with tight tolerances, CNC machining is almost always the most cost-effective choice. For quantities above 5,000–10,000, die casting or injection molding may offer lower per-part cost — but require upfront mold investment and longer lead time. Our team can advise on the optimal manufacturing strategy for your specific project.
Case Study — Precision CNC Machining Project
Project: Aluminum Medical Device Housing
Industry: Medical Device
Material: 6061-T6 Aluminum
Challenge: The part required tight flatness tolerance of 0.02 mm across a 200 mm surface and multiple threaded features with positional tolerance of ±0.05 mm. Previous supplier was unable to hold flatness, resulting in 15% rejection rate.
Our Solution:
- Performed DFM analysis to identify stress concentration areas prone to warping
- Designed a stress-relief operation between roughing and finishing passes
- Developed custom vacuum fixturing for the finishing operation to eliminate clamping-induced deformation
- Used probing cycles to verify datum surfaces before final cuts
Project Results:
- Flatness achieved: 0.015 mm (25% better than spec)
- Positional tolerance on threaded features: ±0.03 mm (within spec)
- First-article pass rate: 100%
- Production rejection rate: <0.5%
This project demonstrates our approach to precision machining challenges — identify the root cause (in this case, residual stress management), engineer the solution before cutting metal, and verify with data.
Why Choose Our CNC Machining Services
Choosing a CNC machining supplier involves balancing precision, reliability, speed, and cost. Here’s what sets our service apart:
Engineering-first approach
DFM review before machining to reduce cost
Verified precision
CMM inspection + full dimensional reports
Material versatility
Aluminum, steel, titanium, engineering plastics
Fast turnaround
7-15 business days standard; expedited options
Scalable production
Prototype to 10,000 parts per month
Quality systems
ISO 9001; FAI / PPAP documentation
In summary, the right CNC machining partner should deliver more than just parts — they should provide engineering support, verified quality, and reliable delivery. Our integrated approach covers all three.
Frequently Asked Questions
What is CNC machining used for?
CNC machining is used to produce precision metal and plastic parts across virtually every industry — including automotive, aerospace, medical devices, electronics, and industrial equipment. It is the preferred method when parts require tight tolerances, specific material properties, or complex geometries that cannot be achieved through other manufacturing methods.
How precise is CNC machining?
CNC machining can achieve tolerances as tight as ±0.005 mm for high-precision applications, with ±0.01 mm being a standard precision tolerance for functional features. However, tighter tolerances increase cost significantly, and our engineers recommend specifying the loosest tolerance that still meets functional requirements.
What materials can CNC machines process?
CNC machining can process virtually all engineering metals including aluminum alloys (6061, 7075), stainless steels (303, 304, 316), carbon steels, alloy steels, titanium alloys, brass, and copper — as well as engineering plastics such as PEEK, POM, and nylon.
Is CNC machining suitable for mass production?
CNC machining is suitable for low-to-medium volume production (typically 1 to 10,000 parts). For very high volumes (>10,000–50,000 parts), die casting, injection molding, or other forming processes may offer lower per-part cost. Our team can advise on the optimal manufacturing method based on your volume, material, and tolerance requirements.
What is the typical lead time for CNC machined parts?
Lead time depends on part complexity, material availability, and order quantity. Standard lead times range from 7 to 15 business days. Expedited services are available for urgent projects, cutting lead time by up to 40%. We provide a confirmed delivery date at the quoting stage.
What is the difference between 3-axis and 5-axis CNC machining?
3-axis machining moves the cutting tool in X, Y, and Z directions — suitable for parts with features on one face. 5-axis machining adds two rotational axes, allowing the tool to approach the workpiece from multiple angles in a single setup — essential for complex geometries, angled features, and parts requiring machining on multiple faces without re-fixturing.
How do you ensure quality in CNC machining?
Quality is ensured through: (1) DFM review before machining — identifying risks upfront; (2) programmed toolpaths that eliminate operator variability; (3) in-process inspection and tool wear monitoring; (4) final CMM inspection with dimensional reports. We work to ISO 2768-m general tolerances and GD&T for critical features.
What CAD file formats do you accept?
We accept STEP (.stp, .step), IGES (.igs), SolidWorks (.sldprt), and most standard 3D CAD formats. 2D drawings in PDF format with GD&T callouts are recommended for critical tolerance specifications. Upload your files via our quote request form for a fast DFM review.
Ready to get your parts machined?
Upload your CAD file and receive a quote within 24 hours. We also provide a free DFM analysis to identify cost-saving opportunities for your project.