Injection Mold Design and Manufacturing
A Practical Engineering Guide for Plastic Part Production
Injection mold design and manufacturing is the process of creating precision tooling used to produce plastic parts through injection molding. Successful mold development requires proper part design review, mold-flow simulation, material selection, cooling system optimization and precision machining to ensure part quality, mold durability and production efficiency.
The Injection Mold Development Process
Step 1: Product Design Review
We start by validating your part design for manufacturability, checking critical parameters:
• Wall thickness: 1.5mm-3mm for most plastics to prevent sink marks
• Draft angles: Minimum 0.5°-1° for easy part ejection
• Undercut analysis: Identifying features that require side actions
Step 2: Mold Design
Our engineers design the complete mold system, including:
• Parting line optimization for minimal flash
• Gate placement to ensure proper material flow
• Cooling channel layout for uniform temperature control
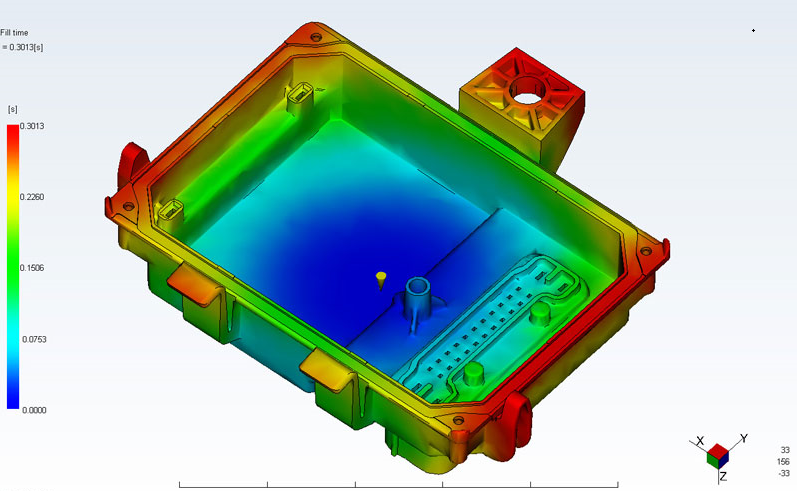
Step 3: Mold Flow Analysis
Using advanced simulation software, we predict potential issues before manufacturing:
• Weld line prediction and elimination
• Air trap identification to prevent short shots
• Shrinkage compensation based on material properties
Step 4-6: Manufacturing & Validation
From precision CNC machining to final trial runs, we ensure every mold meets your production requirements before delivery.
Mold Flow Analysis: Preventing Problems Before They Happen
Mold flow simulation is one of the most critical steps in modern mold development. By simulating the injection process digitally, we can identify and fix potential issues before we start cutting steel.
- Reduce development cycle time by 20-30% by eliminating design iterations
- Optimize cooling channels to reduce cycle time by up to 40%
- Predict and eliminate cosmetic defects like weld lines and sink marks
- Ensure consistent part quality across all production cavities
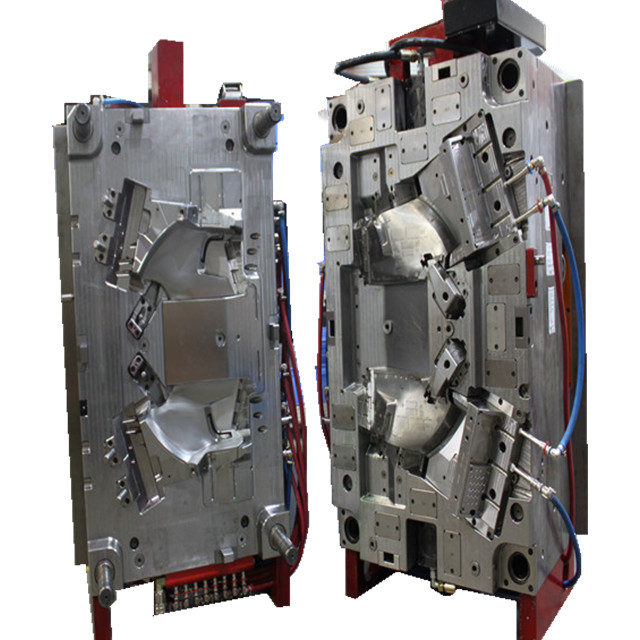
Precision Mold Manufacturing Steps
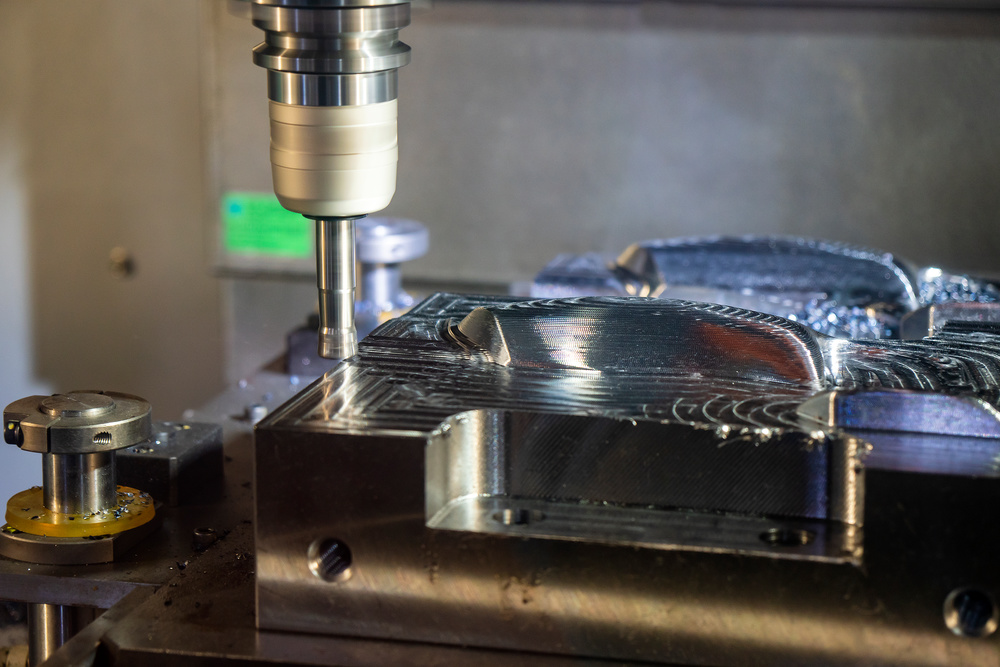
CNC Machining
3-axis and 5-axis precision milling to create the core and cavity geometry with ±0.005mm accuracy.
EDM Processing
Electrical Discharge Machining for complex features and sharp internal corners that CNC cannot reach.
Wire EDM
Precision wire cutting for creating split cavities and intricate mold inserts with perfect alignment.
Polishing
Surface finishing from SPI A-1 mirror polish to textured finishes based on your requirements.
Common Injection Mold Materials

What Determines Injection Mold Cost?
How Long Does an Injection Mold Last?
* Actual lifespan depends on plastic material, part geometry and maintenance schedule. Glass-filled materials can reduce mold life by 30-50%.
The lifespan of your injection mold directly impacts your part cost over the product lifecycle. While prototype molds are cheaper upfront, production molds offer better long-term value for high-volume products.
At Goldcattle, we help you select the right mold class based on your production requirements, ensuring you get the best balance between initial cost and long-term durability.
Common Injection Mold Design Mistakes to Avoid
Poor Gate Placement
Bad gate location can cause weld lines, air traps and uneven filling, ruining part quality and cosmetic appearance.
Inadequate Cooling
Poor cooling design leads to longer cycle times, warpage and inconsistent part dimensions, reducing production efficiency.
Uneven Wall Thickness
Thicker sections cause sink marks and longer cooling times, while too-thin walls can lead to short shots during injection.
Insufficient Venting
Without proper venting, trapped air can cause burn marks, short shots and poor part surface quality.
Improper Draft Angles
Too little draft can cause parts to stick in the mold, leading to ejection damage and production downtime.
Ignoring Shrinkage
Different plastics shrink at different rates. Failing to compensate leads to parts that don’t meet dimensional requirements.
Case Studies
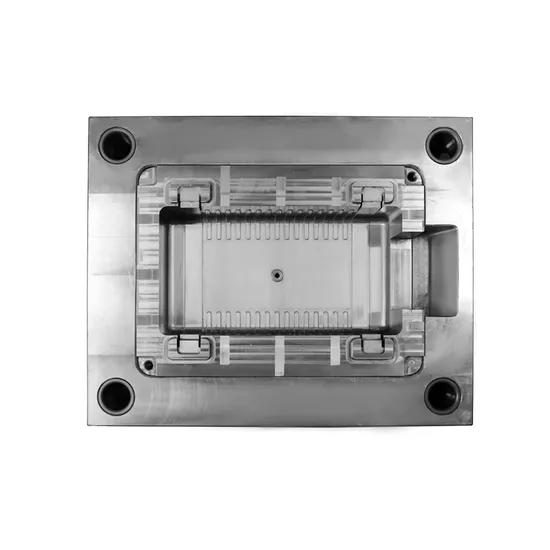
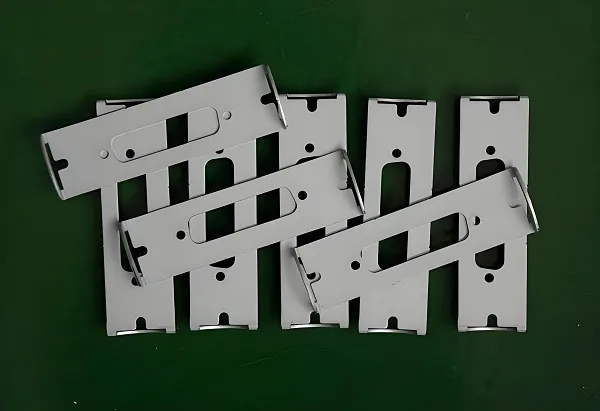
Consumer Electronics Terminal Case Mold
Challenge:
A US electronics client needed a precision mold for a terminal case with strict cosmetic requirements. The initial design had potential sink mark issues on the thick wall sections.
Solution:
We selected NAK80 steel for mirror polish capability, and used Moldflow analysis to optimize gate placement and add proper rib structures to eliminate sink marks.
Result:
Delivered the mold in 4 weeks, achieved SPI A-2 surface finish, and eliminated all cosmetic defects. The client launched their product 2 weeks ahead of schedule.
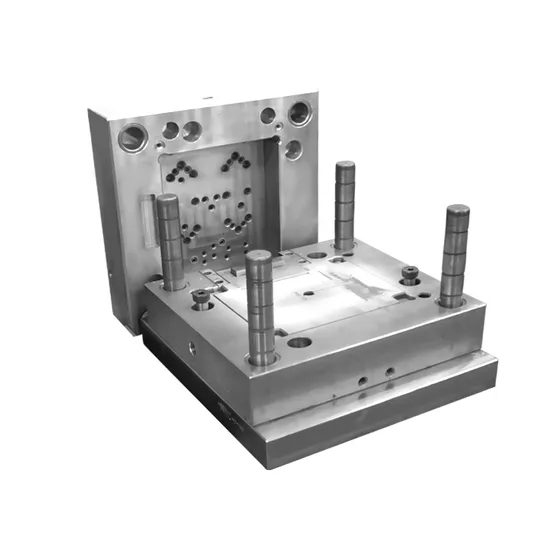
Automotive Connector Multi-Cavity Mold
Challenge:
An automotive parts manufacturer needed a 16-cavity mold for high-volume production of glass-filled PA66 connectors, requiring tight tolerances of ±0.01mm.
Solution:
We implemented a hardened H13 steel mold with optimized cooling channels and hot runner system to handle the abrasive material and high production volume.
Result:
Achieved consistent part tolerance across all 16 cavities, reduced cycle time by 25%, and delivered a mold capable of 2M+ production cycles, saving the client over $150,000 in long-term tooling costs.
- Design for Manufacturability (DFM) and Design for Assembly (DFA) analysis
- Precision mold flow simulation and optimization
- Rapid tooling (aluminum and P20 steel) with 7–15 day lead times
- Low-volume production (10–10,000 units) and high-volume manufacturing (100,000+ units/month)
- Complete quality assurance with SGS, RoHS, and REACH compliance
Frequently Asked Questions
What is injection mold design?
Injection mold design is the process of creating the tooling used to produce plastic parts. It involves designing the core, cavity, cooling system, ejection system and other components to ensure consistent part quality and production efficiency.
How long does mold development take?
Typical mold development takes 4-6 weeks for simple molds, and 8-12 weeks for complex multi-cavity molds with side actions.
What steel is best for injection molds?
The best steel depends on your application. P20 is great for general purpose, H13 for high-volume abrasive materials, and S136 for medical/transparent parts.
What affects injection mold cost?
The main factors are part complexity, number of cavities, mold material, surface finish requirements, and production volume requirements.
What is Moldflow analysis?
Moldflow analysis is a simulation process that predicts how plastic will flow into the mold, helping identify potential issues like weld lines, air traps and shrinkage before manufacturing.
How many shots can an injection mold produce?
Production molds can typically produce 500,000 to 1,000,000 shots, while hardened steel molds can last up to 3,000,000+ shots depending on the material.
What’s the difference between prototype and production molds?
Prototype molds are cheaper and faster to make, but have shorter lifespan. Production molds are built for long-term use with higher precision and durability.
How do cooling channels affect part quality?
Proper cooling channels ensure uniform temperature, reducing warpage, cycle time and part variation, leading to more consistent part quality.
Can mold design reduce manufacturing costs?
Yes. Good mold design can reduce cycle time, minimize material waste, prevent defects and extend mold life, significantly reducing your overall manufacturing costs.
How do I choose an injection mold manufacturer?
Look for manufacturers with experience in your industry, proven case studies, advanced simulation capabilities, and quality control processes to ensure your project succeeds.
Key Takeaway
Successful injection mold design and manufacturing requires a systematic approach from part design review to final validation. By investing in proper simulation, material selection and precision machining, you can ensure consistent part quality, reduced development time and lower long-term production costs.