While CNC machining is highly versatile, some materials resist it due to extreme physical or chemical properties. These include ultra-soft substances (e.g., uncurled rubber), materials harder than cutting tools (e.g., diamond), highly volatile/flammable compounds, and highly elastic materials (e.g., raw silicone). Their characteristics—like deformation under pressure, tool-destroying hardness, or toxic emissions—make CNC processing impractical or unsafe.
Detailed Analysis of Unmachinable Materials
1. Technical Limitations Driving Incompatibility
CNC machining relies on controlled cutting, where tools apply force to remove material while maintaining precision. Materials that violate this dynamic fail for key reasons:
- Excessive Deformation: Materials with low shear strength (e.g., uncurled rubber, gel-like polymers) deform under tool pressure instead of being cut. They can’t maintain shape during clamping or machining, leading to imprecise, unusable parts.
- Tool Hardness Mismatch: Cutting tools (carbide, high-speed steel) have maximum hardness (85–90 HRC). Materials harder than this—like diamond (10 Mohs), cubic boron nitride (CBN), or fully sintered alumina ceramic (9 Mohs)—rapidly wear or shatter tools, making precise cuts impossible.
- Thermal Instability: Materials that melt, burn, or release toxic fumes at typical machining temperatures (50–500°C) resist CNC processing. Examples include certain fluoropolymers and volatile resins, which degrade before the tool can shape them.
- Elastic Rebound: Highly elastic materials (e.g., raw latex, unvulcanized rubber) rebound after cutting, undoing the tool’s work. They can’t hold dimensions, even with rigid clamping.
2. Process Challenges with Unmachinable Materials
CNC workflows involve clamping, cutting, and precision control—steps that fail with problematic materials:
- Clamping Failures: Ultra-soft materials (e.g., foam rubber with <10 Shore A hardness) compress or tear under standard clamps. Vacuum tables or adhesives don’t solve this, as the material distorts when the tool contacts it.
- Tool Interaction Issues: For super-hard materials, the tool skips or glides over the surface instead of cutting. Even with high torque, the tool wears down in seconds—e.g., machining diamond with carbide tools destroys the tool before making a visible cut.
- Contamination Risks: Volatile materials like certain thermoplastics (e.g., low-melting-point polyolefins) release sticky residues when cut, gumming up tool spindles and ruining precision. Toxic fumes (e.g., from burning PVC in non-ventilated setups) also endanger operators.
- Dimension Instability: Elastic materials like natural rubber stretch during cutting and shrink afterward, making it impossible to achieve tight tolerances (±0.1mm). Post-machining warpage renders parts unusable.
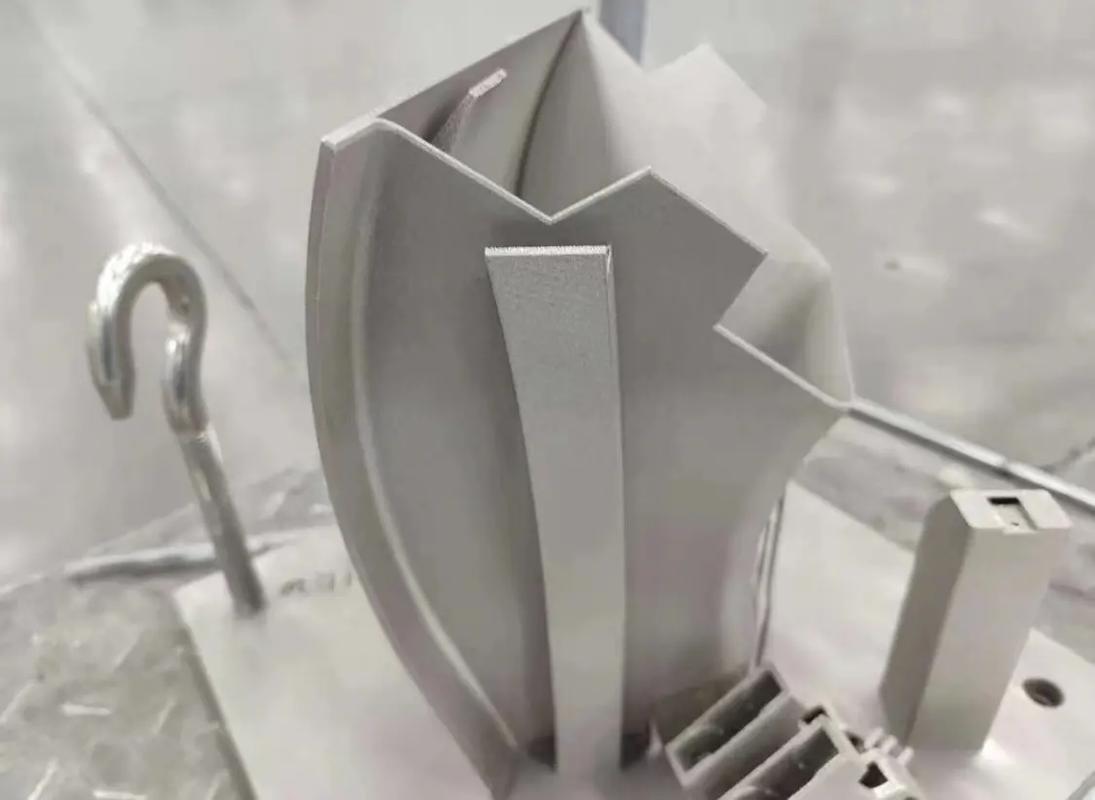
3. Specific Materials That Resist CNC Machining
- Ultra-Soft Materials:
-
- Uncurled rubber (e.g., raw latex before vulcanization) and gel-like polymers deform under tool pressure. Even light cuts push the material aside instead of removing it.
-
- Low-density foams (e.g., memory foam with <5 PCF density) collapse when clamped, losing shape before machining starts.
- Super-Hard Materials:
-
- Diamond (Mohs hardness 10) and cubic boron nitride (CBN, Mohs 9.5) exceed the hardness of carbide tools (Mohs 8–9). Traditional CNC cutting tools wear away instantly, requiring specialized methods like laser ablation instead.
-
- Fully sintered zirconia ceramic (after firing) has a hardness of 8.5 Mohs, making it impervious to standard CNC tools. Only diamond-coated tools or EDM (electrical discharge machining) work, and even then, with limited precision.
- Highly Volatile/Reactive Materials:
-
- Some fluoropolymers (e.g., PTFE variants with low melting points) decompose at machining temperatures, releasing toxic hydrofluoric acid.
-
- Explosive or flammable materials (e.g., certain resins, volatile adhesives) ignite when friction from cutting generates heat, posing safety risks.
- Highly Elastic Materials:
-
- Unvulcanized rubber (used in tire manufacturing) stretches up to 10x its length under tool force, then rebounds, erasing cuts.
-
- Elastic fabrics (e.g., spandex blends) bunch and distort during machining, as even rigid clamping can’t prevent stretching.
4. Products and Applications Using These Materials
These hard-to-machine materials still serve critical roles, but via non-CNC methods:
- Diamond Tools: Industrial diamonds (for cutting blades) are shaped via laser cutting or pressure molding, not CNC.
- Soft Polymers: Uncurled rubber is molded into gaskets or seals using compression molding, avoiding CNC’s need for rigid shapes.
- Elastic Textiles: Spandex blends for sportswear are cut with ultrasonic or laser systems, which melt fibers cleanly without stretching.
- High-Temp Ceramics: Sintered zirconia for dental crowns is shaped via CAD/CAM with diamond burs, a specialized process distinct from standard CNC machining.
5. Industries and Their Workarounds
- Aerospace: For super-hard materials like CBN (used in high-temperature components), EDM or abrasive water jet cutting replaces CNC, as these methods don’t rely on tool hardness.
- Medical Devices: Elastic silicone (used in implants) is molded via injection molding, as CNC can’t shape its rubbery texture without distortion.
- Electronics: Volatile fluoropolymers (for insulation) are extruded into tubes, bypassing CNC’s heat and friction.
- Jewelry: Diamond settings are carved using laser ablation, as CNC tools can’t cut the gemstone’s surface.
6. Scenarios Highlighting CNC Limitations
- Ultra-Soft Material Handling: Attempting to CNC-machine memory foam for custom cushions results in uneven cuts, as the foam compresses under the tool, then expands post-machining, creating lumps.
- Super-Hard Material Cutting: Machining sintered alumina ceramic with carbide tools leads to tool failure within 30 seconds, leaving only shallow, ragged grooves.
- Elastic Material Processing: CNC-engraving unvulcanized rubber for gaskets produces blurred patterns, as the material stretches during cutting and contracts afterward, smearing details.
In these cases, alternative methods—molding, laser cutting, EDM—excel where CNC fails, emphasizing that machining success depends on matching material properties to process capabilities.