
Custom Injection Mold Manufacturing
Precision Tooling, Built to Last
Goldcattle designs and builds custom injection molds — Class 105 rapid prototypes to Class 101 hardened production tooling rated for 1M+ shots. Every mold begins with DFM analysis + mold flow simulation. 20+ years precision tool-making.
Mold Manufacturing at a Glance

| Specification | Details |
|---|---|
| Mold Classes | Class 105 (Rapid Prototype) to Class 101 (High-Volume Production) |
| Mold Configurations | Single-cavity, Multi-cavity (up to 16), Hot runner, Stack molds, Family molds, Insert molds |
| Max Mold Size | 800mm x 800mm x 600mm (larger upon request) |
| Cavity Tolerance | ±0.005mm (5-axis CNC) | ±0.003mm (EDM/jig grinding) | CMM verified |
| Mold Steels | P20, H13, S136 (Stavax), NAK80, 718H, SKD61, 1.2344, 1.2738, M300 |
| Surface Finish | SPI A1–A3 mirror polish (Ra 0.02μm) to D3 matte | VDI 3400 texture | Chemical etching |
| Cooling Technology | Conformal cooling via 5-axis CNC | Thermal imaging verified | Up to 25% faster cycle |
| Mold Trial | T0 sampling with CMM dimensional report + process parameter documentation |
| Lead Time | Class 105: 7–10 Days | Class 104-103: 10–15 Days | Class 102-101: 15–30 Days |
| Quality System | ISO 9001:2015 | IATF 16949 | PPAP Level 3 Available | AS9100-aligned |
| Aftersales | Lifetime mold maintenance, repair, modification, spare parts | 48-hr emergency repair |
Class 101–105: Find Your Mold Tier
Our five-class framework helps you match tooling investment to actual production volume — no oversell, no premature failure.
| Class | Application | Mold Life | Steel | Lead Time | Cost |
|---|---|---|---|---|---|
| Class 105 | Rapid Prototyping — Validate design with functional parts. 60-70% lower cost than production steel. | Under 500 | Al / P20 | 7–10 days | $ |
| Class 104 | Accelerated Low-Volume — Market testing & pilot runs. Fastest path to real molded parts. | Up to 100K | P20 | 10–15 days | $$ |
| Class 103 | Robust Low-Volume — Bridge from prototype to established product with moderate demand. | Up to 500K | P20 / NAK80 | 10–15 days | $$$ |
| Class 102 | Medium-Volume Production — Growing product lines. Balance of longevity and cost-efficiency. | Up to 1M | H13 / 718H | 15–22 days | $$$$ |
| Class 101 | High-Volume Production — Lowest per-part cost. Engineered for 24/7 manufacturing. | 1M+ | H13 / S136 | 18–30 days | $$$$$ |
Selection Guide
Under 5K pcs → Class 105. 5K–100K → Class 104-103. 100K–1M → Class 102. 1M+ → Class 101. Always prototype first. A $5K aluminum validation mold saves $30K+ in hardened steel rework.
Common Mistake
Ordering Class 101 hardened steel before validation. Hardened H13/S136 cannot be easily modified — a single uncorrected DFM issue can scrap the entire tool. Class 105 first, then upgrade.
Mold Manufacturing Challenges — Solved
These are the four most costly pain points procurement teams face in mold manufacturing — and how Goldcattle eliminates each one.
Cavity-to-Cavity Variation
In a 4-8 cavity mold, dimensional variation exceeding 0.03mm across cavities causes assembly line rejection — one cavity produces acceptable parts while another produces scrap from the same shot cycle.
Our SolutionIdentical CNC toolpath across all cavities. CMM verification of every cavity against the same datum reference. Balanced runner design validated by mold flow analysis to ensure uniform fill pressure and cooling rate across all cavities simultaneously.
ResultCavity variation <0.015mm on 8-cavity automotive connector mold. Customer rejection rate: 12% → <1%.
Uneven Cooling & Long Cycle
Conventional straight cooling channels cannot follow complex cavity contours, creating hot spots that extend cycle time by 15-30% and cause differential shrinkage and warpage.
Our SolutionConformal cooling channels designed via mold flow thermal simulation, machined with 5-axis CNC to follow cavity geometry within 3mm standoff distance. Thermal imaging during T0 trial confirms uniform temperature distribution.
ResultCycle time reduced 22% on automotive engine cover mold. Warpage scrap: 5% → <0.5%. Conformal cooling ROI recovered in 3 months.
Undercut Release & Galling
Internal undercuts and side holes demand sliding mechanisms. Without precise clearances and wear-resistant coatings, these gall within 50K cycles — causing mold downtime and costly repair.
Our SolutionHydraulic core pulls, angled lifters, and collapsible cores engineered with 0.005-0.01mm clearances and TiN/TiCN coatings. Lifecycle analysis predicts maintenance intervals before galling occurs.
ResultSlide mechanism life extended to 300K+ cycles without maintenance. Zero galling failures on production molds with 6+ sliding cores.
Steel Selection Mismatch
P20 for a 500K-shot program → premature wear at 80K shots. H13 for a 20K-shot bridge run → wastes 40% of tooling budget unnecessarily.
Our SolutionWe map your production volume, resin abrasiveness, and tolerance requirements to the optimal steel grade via Class 101-105 framework. 2-3 steel options with transparent cost-lifespan trade-offs.
ResultZero premature mold failures across 500+ molds. Average mold life exceeds planned volume by 15%+ margin.
Precision Injection Mold Types
Select the optimal mold architecture for your production volume, part complexity, and cost targets.
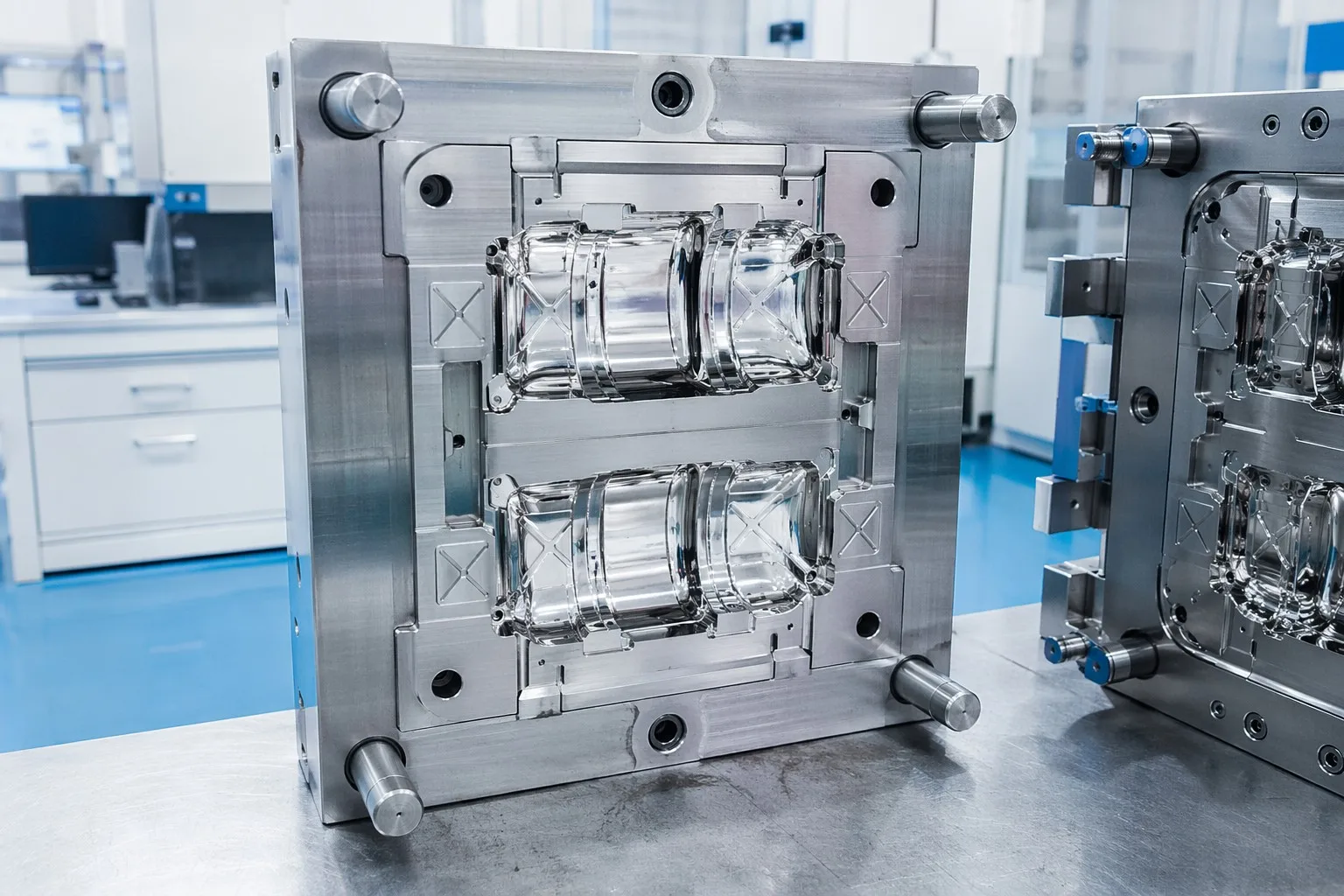
Single-Cavity Molds
Ideal for: Low-to-medium volume, large parts, complex geometries. Superior surface finish and dimensional stability.
Solves: High upfront cost of multi-cavity tools. Perfect for prototypes, bridge tooling, and specialized quality-focused production runs.
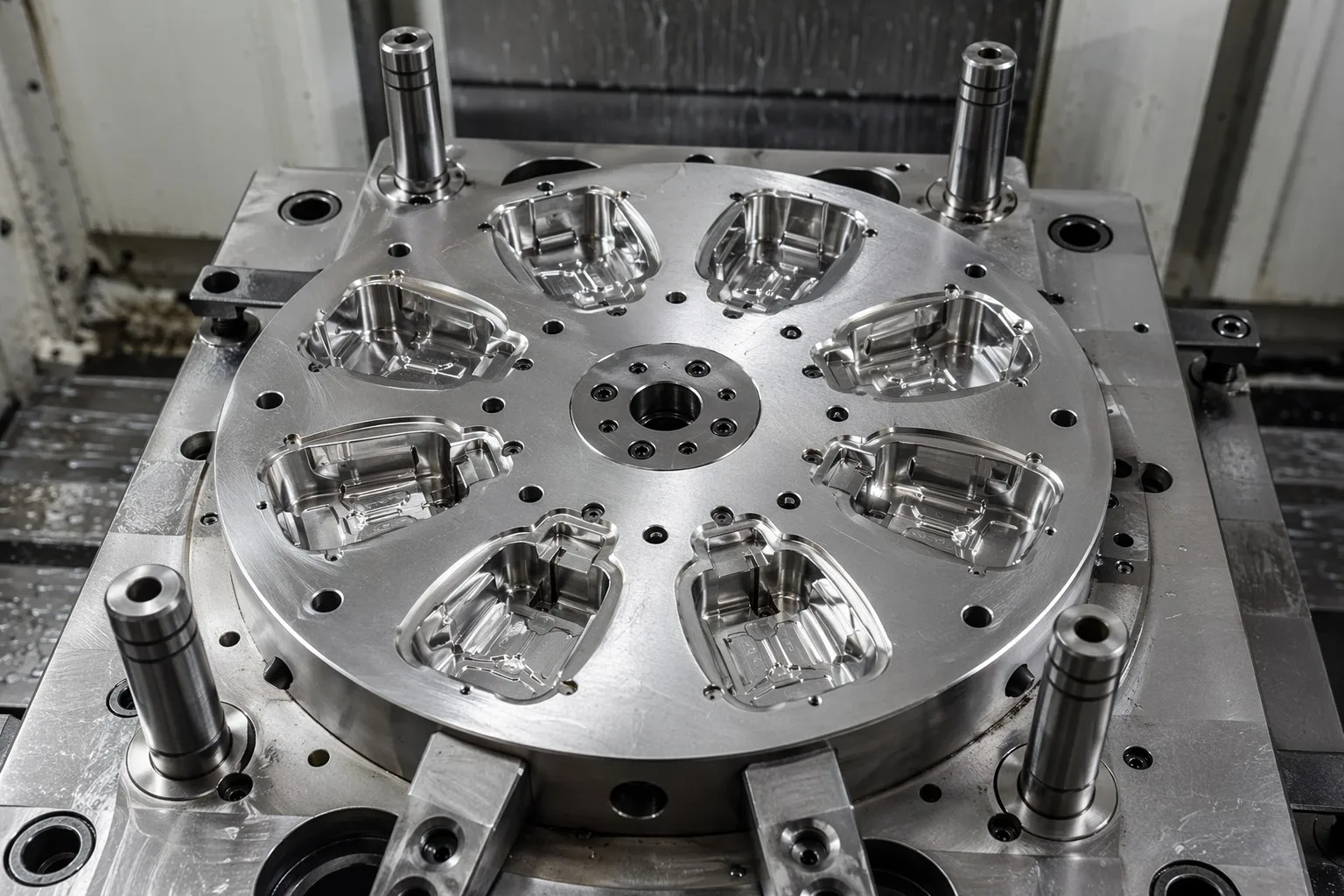
Multi-Cavity Molds
Ideal for: High-volume manufacturing — up to 16 identical cavities per shot. Lowest per-part cost at production scale.
Solves: Slow single-cavity output. Identical toolpath + balanced runner ensures interchangeable parts with <0.015mm cavity variation.
Hot Runner Molds
Ideal for: High-volume parts requiring virgin material — medical, optical, cosmetic applications. Zero runner scrap.
Solves: Up to 30% material waste from cold runners. Valve gate and sequential systems eliminate runner scrap entirely. YUDO, HASCO, Mold-Masters compatible.
Stack Molds
Ideal for: Thin-wall, high-volume consumer parts — containers, lids, caps. Maximizes press utilization.
Solves: Underutilized press capacity. Doubles output per press hour without increasing machine footprint — highest ROI for suitable applications.
Injection Mold Steel Selection Guide
Steel selection is the foundation of mold longevity — each grade has specific hardness, wear resistance, polishability, and corrosion resistance properties.
P20
28–32 HRC
50K–200K shots
General purpose. Low-to-mid volume.
H13
48–52 HRC
500K–1M+ shots
Engineering resins & glass-filled.
S136
48–52 HRC
500K–1M+ shots
Stainless. Medical, food, optical.
NAK80
37–43 HRC
200K–500K shots
Excellent polish. Optical & cosmetic.
718H
33–38 HRC
200K–500K shots
Improved P20. Large molds.
SKD61
48–52 HRC
500K–1M+ shots
JIS standard. H13 equivalent.
How we help you choose: DFM report compares 2-3 steel grades against your production volume, resin type, tolerance, surface finish, and budget — with transparent trade-off explanations. We never oversell. We never under-spec.
10-Stage Quality-Gated Mold Manufacturing Process
Every mold passes through 10 quality-gated stages — nothing advances without verification. This is how we deliver 99.3% on-time with zero critical defects.
Part & DFM Review
Evaluate 3D CAD for moldability. DFM report + mold flow simulation for customer approval.
Mold Design
Complete 3D mold assembly: cavity/core, cooling, ejection, gating. Steel order to mill-certified suppliers.
Rough CNC
5-axis roughing. Stock allowance for heat treatment. Standard components in parallel.
Heat Treatment
Vacuum heat treat to target HRC. Hardness verified. Stress-relief for S136/NAK80.
Finish CNC & EDM
Precision finish to ±0.005mm. Wire EDM for corners. Sinker EDM for micro-features.
Polish & Texture
SPI A1 mirror to D3 matte. VDI 3400 etching. Laser engraving for logos and marks.
Mold Assembly
Fitment check. Slide alignment. Cooling pressure test. Ejector stroke verification.
T0 Mold Trial
Initial sampling. CMM dimensional report. Process parameters documented for handoff.
Correction
Address deviations. Adjust gate/vent/cooling. Re-sample until all dimensions in tolerance.
QC & Shipment
Final CMM, certs, hardness. Rust coating. Custom crate. Full docs. DHL/FedEx/Sea.
Why Procurement Teams Choose Goldcattle
Mold making is precision engineering with long-term economic consequences. These four capabilities set our tooling apart.

DFM-Driven Engineering
We don't just machine what you send. Every mold begins with DFM + mold flow simulation — identifying and resolving draft, gate, cooling, and ejection issues before steel is cut. 85%+ issue catch rate.
5-Axis CNC Precision
DMG MORI DMU 50 produces complex cavity contours in a single setup — eliminating repositioning error. ±0.005mm on surfaces requiring multiple setups on conventional 3-axis machines.
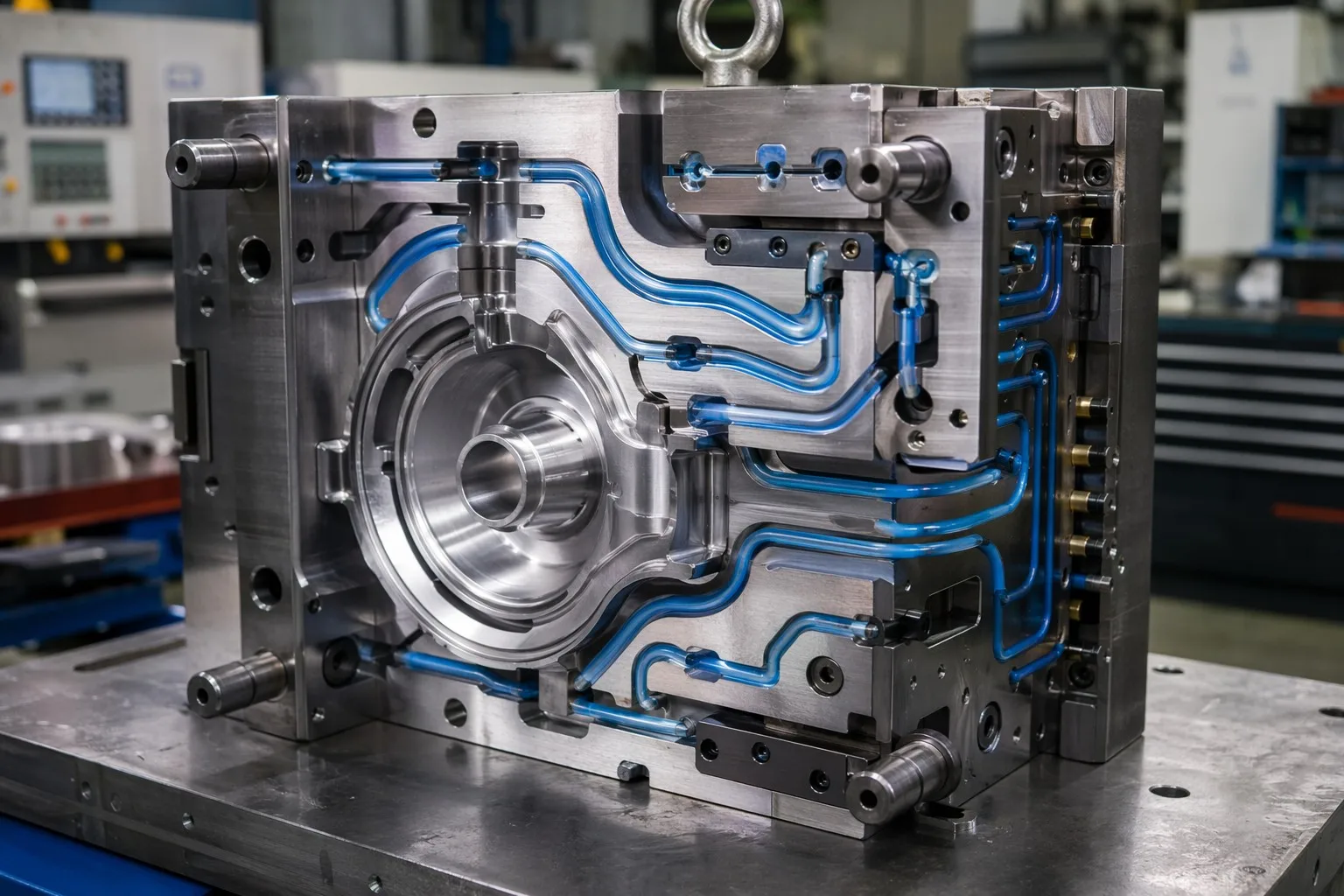
Conformal Cooling
Mold flow thermal simulation drives channel design — not rule-of-thumb. Conformal channels follow cavity geometry, reducing cycle time by 15-25% and eliminating hot-spot warpage at the source.
Complete Documentation
3D CAD, 2D drawings, CMM report, steel certs, hardness test, T0 report, process parameters, maintenance schedule, spare parts list — organized for PPAP. No missing paperwork.
Mold Verification & Quality Control
Verification is layered — not just at final delivery. Each checkpoint catches deviations while they are still correctable.
CMM Cavity Verification
Zeiss CMM measures every cavity to ±0.005mm. Full dimensional report with nominal vs. measured values. Multi-cavity: all cavities referenced to same datum.
Steel Certification & Hardness
Mill certificate verification. Post-heat-treatment hardness testing on cavity and core — verified against specified HRC range. Cross-checked documentation in every shipment.
T0 Trial & Process Validation
T0 samples CMM-measured against drawing. Out-of-tolerance dimensions corrected before sign-off. Process parameters documented for production handoff.
Cooling Circuit Integrity
Pressure test at 10 bar. Flow rate measurement per circuit. Thermal imaging during T0 to confirm uniform mold temperature.

Reviewed by James Wang — Senior Mold Design Engineer
18+ Years Mold-Making Experience | 500+ Molds Designed & Delivered
Specialized in injection mold design, mold flow analysis, conformal cooling, and DFM for automotive, medical, and industrial applications.
Mold Projects with Measurable Impact
H13 | PA66-GF30 | Hot runner | Conformal cooling
Challenge: Cavity variation >0.03mm causing assembly rejects across 8 cavities.
Result: Variation <0.015mm. 500K shots. Rejection rate: 12% → <1%.
S136 | FR PC/ABS | SPI A2 | 18-day delivery
Challenge: UL94 V-0 medical housing with FDA 510(k) IQ/OQ documentation.
Result: FDA clearance achieved. Zero non-conformances in regulatory audit.
P20 | Glass-filled PP | Conformal cooling
Challenge: 8mm thick sections causing 45s cycle from uneven cooling.
Result: 45s → 33s (27% faster). 280K → 380K parts/year. ROI in 3 months.
Molds Built for Regulated & Demanding Industries
Each industry imposes unique requirements on mold steel, surface finish, documentation, and process validation.
Aerospace
Interior component molds. PEEK, PEI, Ultem. Flame-smoke-toxicity compliant.
AS9100-aligned
Medical
S136 mirror-polish molds. Cleanroom-ready. IQ/OQ/PQ documentation.
ISO 13485-aligned
Automotive
Multi-cavity molds. Hot runner. PA66-GF, PBT. PPAP Level 3.
IATF 16949
Electronics
High-precision connector molds. Thin-wall. FR materials. Micro-EDM.
UL-recognized
Industrial
Large-part molds. Gas-assist. POM gear molds. Wear-resistant coatings.
ISO 9001
Frequently Asked Questions
Injection Mold Manufacturing — Complete Data Summary
| Service | Custom Injection Mold Design & Manufacturing — Class 105 through Class 101 |
| Configurations | Single-cavity, Multi-cavity (16), Hot Runner, Stack Molds, Family Molds, Insert Molds |
| Steels | P20, H13, S136, NAK80, 718H, SKD61, 1.2344, 1.2738, M300 |
| Mold Life | Class 105: <500 | Class 104: 100K | Class 103: 500K | Class 102: 1M | Class 101: 1M+ |
| Tolerance | ±0.005mm (5-Axis CNC) | ±0.003mm (EDM/Jig Grinding) | CMM Verified |
| Surface | SPI A1–A3 Mirror Polish (Ra 0.02μm) to D3 Matte | VDI 3400 | Chemical Etching |
| Equipment | DMG MORI 5-Axis (DMU 50), 3-Axis Mills, Wire/Sinker EDM, Jig Grinding |
| Cooling | Conformal Cooling (5-Axis) | Thermal Imaging Verified | 15-25% Faster Cycle |
| Lead Time | Class 105: 7-10 | Class 103-104: 10-15 | Class 101-102: 15-30 Days |
| Certifications | ISO 9001:2015 | IATF 16949 | PPAP Level 3 | AS9100-aligned |
| Documentation | CAD + Drawings + CMM + Steel Certs + Hardness + T0 Report + Process Sheet + Schedule + Spare Parts |
| DFM | Free with Quotation | Mold Flow Included | 85%+ Catch Rate |
| Aftersales | Lifetime Maintenance | Repair | Modification | 48-Hour Emergency |
| Industries | Automotive, Medical, Electronics, Industrial, Aerospace, Consumer |
| Shipping | 50+ Countries | DHL / FedEx / Sea Freight |
Ready to Start Your Mold Project?
Submit your 3D CAD or sample for a free DFM analysis, mold flow simulation, steel recommendation, and transparent quotation — typically within 24 hours.
Upload Drawing / Request Quote →Free DFM analysis & mold flow simulation included | 24-hour response | No obligation
Related Manufacturing Services
Injection mold manufacturing is part of our complete ecosystem. Explore complementary services for your project requirements.
3D Printing Services
Rapid prototyping in days. Validate your design with functional 3D printed parts before committing to mold tooling. SLA, SLS, FDM, MJF available.
CNC Machining
High-precision metal and plastic parts with ±0.005mm tolerances. 5-axis DMG MORI CNC for prototype and production of mold components and end-use parts.
Vacuum Casting
10-100 production-grade polyurethane parts for bridge production and market testing. Faster and cheaper than injection molding for low-volume verification runs.
Sheet Metal Fabrication
Laser cutting, bending, welding, and finishing for enclosures, brackets, panels, and structural components. Prototype to production volumes.