custom injection molded plastic housing product
Place of Origin : XiaMen, China
Brand : JSD
Model : IM-16
Plastic Mold Type : Injection
Product Name : Molded Parts
Name : Customized Processing
Service : OEM ODM
Item : OEM Precision
Material : Plastic
Surface treatment : Painting
Color : Customer requirements
Description
Quick Answer: What Are Custom Injection Molded Plastic Enclosures?
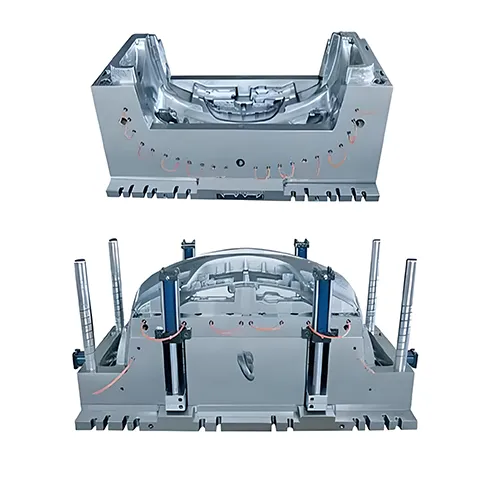
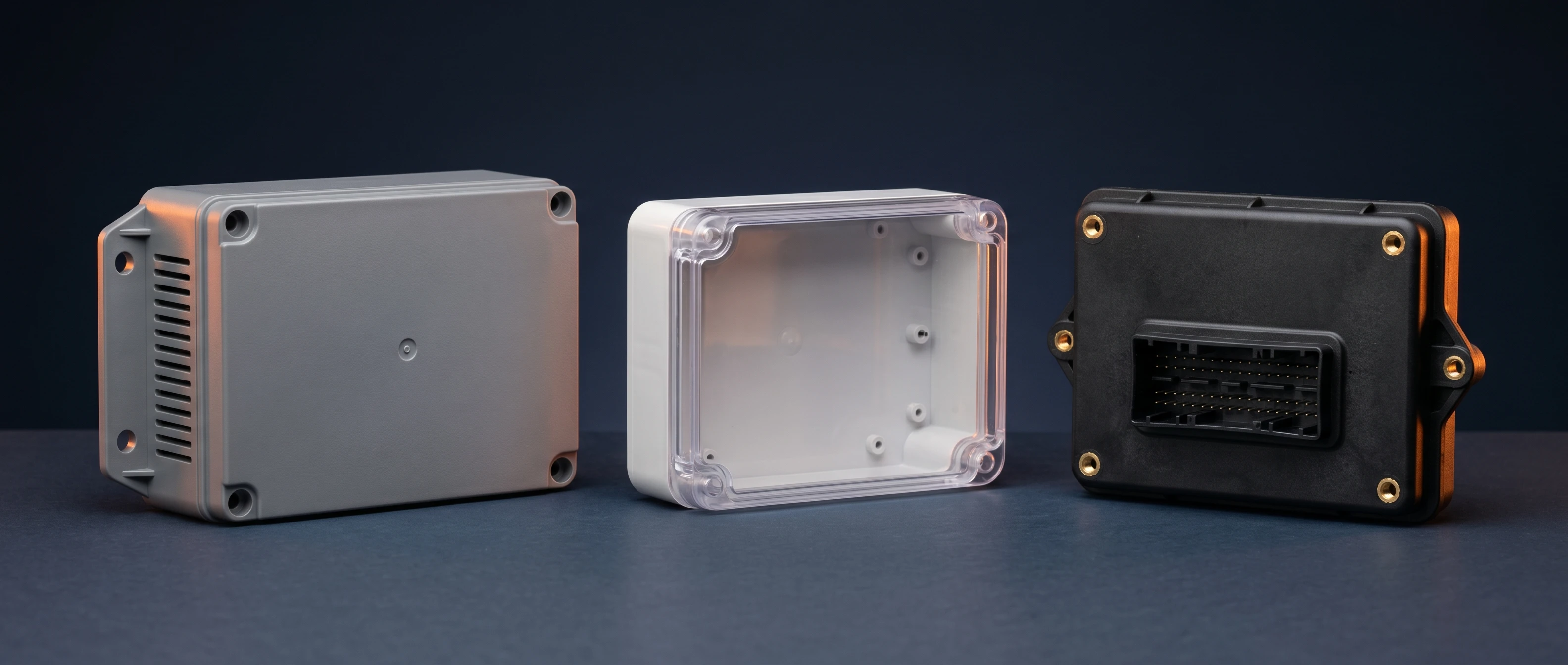
Custom injection molded plastic housings are protective enclosures manufactured by injecting molten engineering resin into precision tooling cavities. The process produces complex geometries in a single cycle — internal mounting bosses, snap-fit closures, cable routing channels, and seal grooves that would require multiple assembly steps with sheet metal. For procurement managers sourcing equipment protection, injection molding delivers integrated functionality at a per-unit cost that decreases with volume, making it the standard manufacturing method for enclosures across industrial automation, medical devices, consumer electronics, and automotive systems.
Primary applications: Industrial control panels, IoT device enclosures, medical equipment housings, automotive ECU covers | Wall thickness range: 1.2–4.0 mm (uniform recommended) | Materials: ABS (general), PC (impact/transparent), Nylon (heat/chemical), PP (chemical-resistant), POM (precision), PEI (high-temp)
Manufacturing Capability Overview
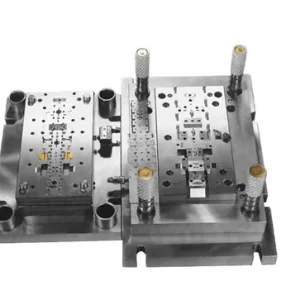
Goldcattle operates precision injection molding machines from 80T to 650T clamping force, supporting shot weights from 5g to 2000g. Every production run undergoes dimensional verification and visual inspection before shipment. The specifications below reflect our standard capability across all six primary engineering plastics.
| Parameter | Capability |
|---|---|
| Injection Molding | 80T–650T machines, 5g–2000g shot weight |
| Mold Precision | ±0.05 mm cavity, ±0.02 mm critical features |
| Wall Thickness | 1.2–4.0 mm (uniform flow recommended) |
| Surface Treatments | Painting, texturing, chrome plating, UV coating, silk screening |
| Inserts & Features | Brass threaded inserts, snap-fit, ultrasonic welding, living hinges |
| MOQ | 100 pcs (production); 1–50 pcs (prototype via CNC) |
| Lead Time | 25–35 days (mold + T0); 7–15 days (production run) |
| Inspection | Dimensional gauging, visual QC, assembly fit test |
| Quality System | ISO 9001:2015, SGS certified |
| OEM/ODM | 3D design, free DFM review, mold flow analysis |
Why Injection Molding for Equipment Housings?
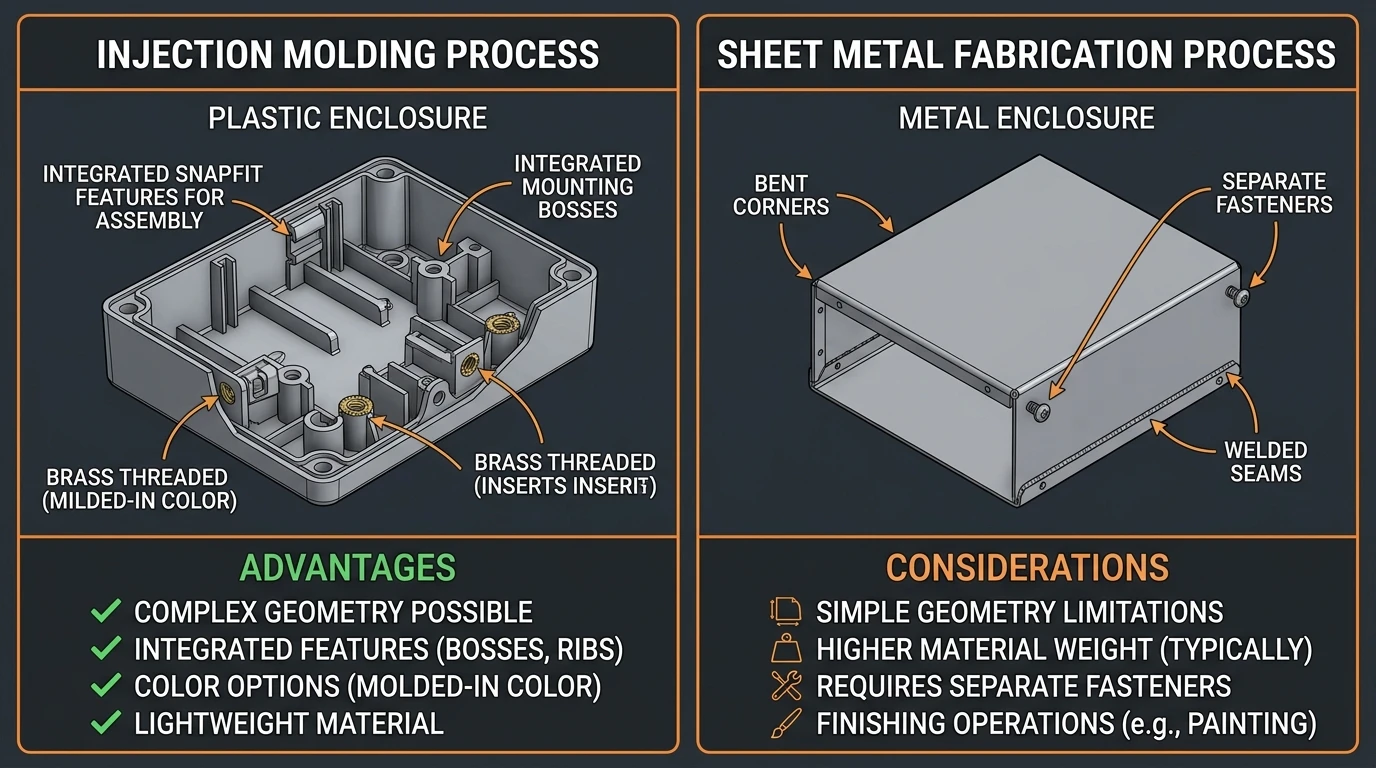
When sourcing protective enclosures, the process choice between injection molding and sheet metal fabrication determines what features are possible, what tolerances are achievable, and how cost scales with volume. Injection molding wins decisively for any housing requiring integrated functionality — snap-fit closures eliminate fasteners, internal bosses replace mounting brackets, and seal grooves enable IP protection in a single molded piece rather than a multi-component assembly.
| Requirement | Injection Molding |
|---|---|
| Integrated Features (bosses, snaps, ribs) | Molded in one cycle |
| IP Rating (seal groove, gasket channel) | Integrated in cavity design |
| Uniform Wall & Complex Geometry | Flow-molded, no joints |
| Color & Surface Branding | Molded-in color, texture, logo |
| Volume Cost Reduction | Per-unit cost drops significantly at 1000+ pcs |
Injection Molding vs Sheet Metal Fabrication: Enclosure Comparison
| Factor | Injection Molding | Sheet Metal |
|---|---|---|
| Integrated Features | Bosses, snaps, ribs, inserts | Separate assembly required |
| Geometry Complexity | 3D contour, curves, undercuts | Flat bends only |
| IP Protection | IP65+ achievable | Gasket addition needed |
| Surface Finish | Molded texture, color, gloss | Paint or powder coat |
| Tooling Investment | $3,000–$15,000 mold | None (bend fixture) |
| Prototype Speed | 25–35 days (mold) | 3–7 days |
| Volume Cost Scaling | Per-unit drops at 1000+ pcs | Flat per-unit cost |
| Weight | 40–60% lighter than metal | Heavy |
Selection Rule: Injection molding for any housing requiring integrated features (mounting bosses, snap-fit closures, seal grooves, threaded inserts), IP protection above IP54, complex 3D geometry, or volume production above 1000 pcs. Sheet metal remains viable for simple rectangular enclosures under 200 pcs where tooling investment does not amortize.
Plastic Material Selection Guide
Choosing the right resin depends on the operating environment, regulatory requirements, and cost target. ABS balances cost and rigidity for general industrial use. Polycarbonate adds impact resistance and transparency where visual inspection or tamper-proofing matters. Nylon handles elevated temperature and chemical exposure in automotive and heavy industry. The guide below maps each plastic to the procurement scenarios where it delivers the best value, so you can specify material based on real performance requirements rather than guesswork.

| Material | Best Application | Key Advantages | Tolerance | Surface Finish |
|---|---|---|---|---|
| ABS | Industrial control panels, general housings | Cost-effective, rigid, easy to paint and texture | ±0.05 mm | Painted / textured |
| Polycarbonate (PC) | Medical devices, transparent inspection windows | High impact resistance, transparent, biocompatible grades | ±0.05 mm | Polished / UV coated |
| Nylon (PA6/PA66) | Automotive ECU covers, chemical-resistant housings | Heat-resistant (120°C), oil/solvent resistant, glass-filled option | ±0.08 mm | Natural / painted |
| PP (Polypropylene) | Chemical processing, battery casings, food-contact | Chemical resistance, lightweight, living hinge capable | ±0.10 mm | Natural / matte |
| POM (Delrin) | Precision gear housings, valve bodies, sliding mechanisms | Dimensional stability, low friction, high stiffness | ±0.03 mm | Polished / natural |
| PEI (Ultem) | Aerospace, high-temp electrical enclosures | 170°C continuous, flame-retardant (UL94 V0), transparent amber | ±0.05 mm | Natural amber |
ABS & PC — General & Transparent
ABS for cost-sensitive industrial housings requiring paint, texture, or silk-screen branding. PC when impact resistance, transparency for inspection windows, or biocompatibility certification matters. PC/ABS blends combine both advantages for medical-grade enclosures.
Nylon & PP — Heat & Chemical
PA6/PA66 for automotive under-hood covers and industrial enclosures exposed to oil, fuel, or elevated temperature. Glass-filled nylon adds rigidity for structural housings. PP for chemical processing equipment where solvent resistance and food-contact compliance are required.
POM & PEI — Precision & High-Temp
POM (Delrin) for precision enclosures with sliding mechanisms, gear cavities, or valve bodies requiring tight dimensional stability. PEI (Ultem) for aerospace and electrical enclosures demanding continuous 170°C operation, UL94 V0 flame rating, or EMI shielding coatings.
Material Selection Rule: Default to ABS for general industrial housings where cost and rigidity matter. Upgrade to PC for impact resistance or transparency. Use Nylon for automotive and chemical environments, PP for food-contact and aggressive solvents, POM for precision sliding mechanisms, PEI for high-temperature and flame-rated applications.
Industries Served
Injection molded housings protect sensitive electronics across four primary sectors. Each industry imposes specific requirements on material selection, sealing standard, surface finish, and regulatory compliance that determine the optimal resin and mold design approach.
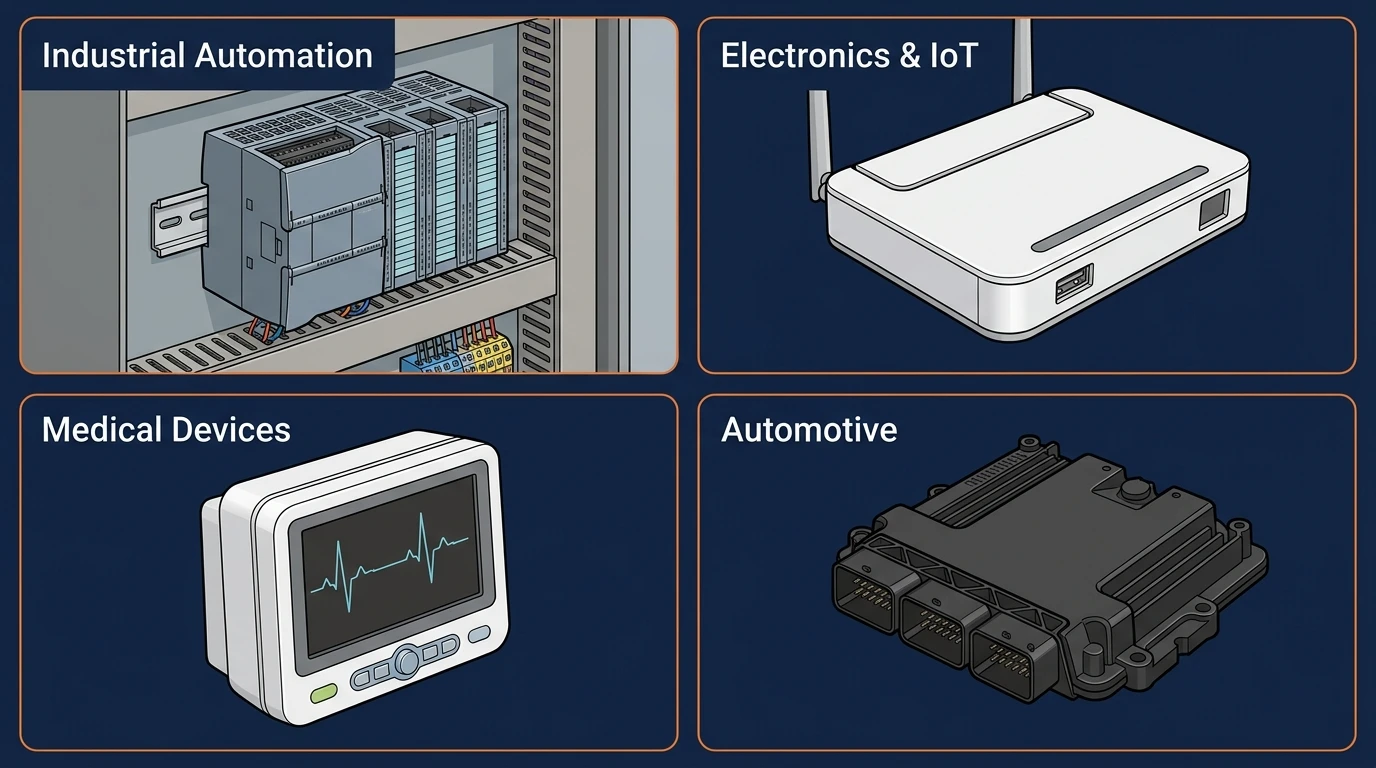
Industrial Automation
Typical parts: PLC housings, sensor enclosures, DIN-rail mounts
ABS or PC/ABS blend. IP54–IP65 sealing. DIN-rail clip integration. UV-stable outdoor option.
Electronics & IoT
Typical parts: Router enclosures, handheld terminals, smart home devices
ABS or PC. Snap-fit assembly. Antenna window integration. Silk-screen branding. FCC shielding coating.
Medical Devices
Typical parts: Monitor housings, pump enclosures, sterilizable covers
PC or PC/ABS biocompatible grade. IP65+ sealed. Antimicrobial surface option. ISO 13485 compatible process.
Automotive
Typical parts: ECU covers, sensor housings, connector shells
PA66-GF30 (glass-filled nylon). Under-hood heat resistance 120°C+. Brass insert assembly. UV-stable exterior grade.
Case Studies
Real production examples demonstrate how material selection, mold design, and process optimization resolve the engineering challenges procurement managers encounter when specifying custom enclosures.
ABS Control Panel Housing — Industrial Automation
| Material | ABS (injection grade, UV-stable) |
| Application | PLC control panel for factory automation |
| Challenge | 6 internal mounting bosses with brass inserts, snap-fit lid closure, integrated cable routing channel — all in a single mold cycle |
Result:
98% yield rate over 5,000-unit production run. Assembly time reduced from 12 minutes (sheet metal version) to 90 seconds (snap-fit version). No separate fastener procurement needed.
Mold design incorporated flow simulation to eliminate sink marks at boss locations. Wall thickness held at 2.5 mm throughout for uniform cooling.
PC Medical Device Enclosure — IP65 Sealed
| Material | PC (biocompatible grade, ISO 10993) |
| Application | Portable patient monitor housing |
| Challenge | IP65 seal groove for gasket, antimicrobial surface coating, transparent LCD window section, 4 brass threaded inserts for panel mounting |
Result:
IP65 certified by third-party lab. Antimicrobial coating validated for 10,000 cleaning cycles. Transparent PC window section maintained optical clarity after 200+ UV sterilization cycles.
Two-shot molding was evaluated but single-cavity PC with post-mold ultrasonic welding proved more cost-effective at the 500-unit production volume.
Engineering Challenges in Molded Housing Production
Each plastic housing project presents specific molding challenges that determine mold complexity, cycle parameters, and post-processing requirements. Understanding these challenges before quotation prevents unexpected cost additions during production.
Sink Marks at Mounting Bosses
Thick boss sections cool slower than surrounding thin wall, causing surface depressions visible on Class A appearance faces. Goldcattle applies mold flow simulation to predict sink locations and optimizes boss diameter-to-wall thickness ratios, using rib reinforcement instead of oversized bosses where structural integrity is required.
Warpage on Large Flat Panels
Flat enclosures above 200mm risk differential cooling warpage, especially with glass-filled nylon or PC. Process solution: uniform wall thickness design (2.5mm target), strategic rib placement for structural reinforcement without thickness variation, and optimized gate location for balanced resin flow across the cavity.
Brass Threaded Insert Reliability
Heat-inserted brass bushings must resist pull-out torque under repeated assembly cycles. Goldcattle specifies insert diameter 2× the thread major diameter, with boss wall thickness 1.5× insert outer diameter. Insertion temperature and depth controlled via automated ultrasonic equipment for consistent installation.
Snap-Fit Closure Tolerance
Snap-fit features require ±0.10 mm tolerance on cantilever beam length and undercut depth for reliable engagement without fracture. ABS provides 2% strain limit for cantilever snaps, PC allows 4%. Goldcattle validates snap design through finite element analysis before mold fabrication, preventing post-mold redesign cycles.
OEM Manufacturing Process
From initial 3D file review to production shipment, every enclosure project follows a structured sequence that ensures mold design feasibility, material traceability, and dimensional verification at critical milestones.
01
DFM Review
3D file analysis + mold flow simulation
02
Mold Fabrication
Steel mold + T0 sample trial
03
Production & QC
Injection + dimensional + visual inspection
04
Surface Treatment
Painting / plating / silk-screen / UV coat
05
Assembly & Insert
Ultrasonic welding + brass insert installation
06
Shipment
Custom labeling + logistics coordination
Request a Quote for Custom Plastic Housing
Submit your 3D design files and enclosure requirements. Goldcattle engineering team reviews each submission for mold feasibility, recommends optimal material and surface treatment, and returns a detailed quotation covering mold investment, per-unit production cost, and lead time within 48 hours.
Upload Your Design Files
Accepted formats:
STP
IGS
DWG
Include: 3D model, 2D drawing with tolerances, material preference, estimated annual volume, surface finish requirement, and any regulatory compliance needs (IP rating, UL94, biocompatibility).
What You Receive
DFM Review: Mold flow analysis, wall thickness optimization, gate location recommendation, snap-fit validation | Material Recommendation: Resin selection with cost/performance comparison | Cost Analysis: Mold investment + per-unit production cost + surface treatment adder | Lead Time: Mold fabrication schedule + production run timeline
Typical quotation turnaround: 48 hours for standard enclosure geometry. Complex multi-cavity molds or regulatory compliance projects may require 72 hours.
Frequently Asked Questions
What materials can you injection mold?
ABS, PC, Nylon (PA6/PA66 with glass-fill option), PP, POM (Delrin), PEI (Ultem), PC/ABS blend, TPU, and PBT. Special alloys and flame-retardant grades (UL94 V0/V1) are available for regulatory compliance projects.
What wall thickness do you recommend?
Uniform wall thickness of 2.0–3.0 mm for most engineering plastics. Minimum 1.2 mm for small enclosures (under 100mm), maximum 4.0 mm for structural housings. Variation should not exceed ±0.3 mm across the part to prevent sink marks and warpage.
What tolerance can injection molding achieve?
±0.05 mm for standard cavity dimensions. ±0.02 mm for critical features (snap-fit engagement, insert bore location, seal groove width) when mold precision machining is specified. Tolerance depends on material shrinkage rate, part geometry, and gate location.
Do you support prototype orders before mold investment?
Yes. CNC-machined plastic prototypes from solid block in 3–7 days, delivering dimensional accuracy without mold cost. Prototypes verify assembly fit, sealing performance, and aesthetic approval before committing to production tooling.
What file formats do you accept?
STEP, STP, IGS, X_T (Parasolid), DWG, PDF for 2D drawings. Native SolidWorks, Pro/E, and Inventor files also accepted. Provide both 3D model and 2D drawing with GD&T callouts for quotation accuracy.
Can you achieve IP65 sealed enclosures?
Yes. Molded-in seal groove accommodates silicone or EPDM gaskets. Ultrasonic welding creates hermetic lid-to-base bonds. Third-party IP testing certification available. IP67 achievable with additional O-ring design and potting for cable entry.
What surface treatments are available?
Molded-in texture (MT series), painting (any Pantone color), UV coating for outdoor durability, chrome plating for decorative finish, silk screening for labels and branding, antimicrobial coating for medical applications, and EMI conductive coating for electronics shielding.
What is your mold fabrication lead time?
25–35 days from DFM approval to T0 sample delivery. Single-cavity molds for simple geometry: 25 days. Multi-cavity or complex undercut molds: 30–35 days. Mold modification after T0: 3–5 days per revision.
Can you sign NDA agreements?
Yes. Standard mutual NDA available for immediate signature. Custom NDA terms reviewed within 48 hours. All customer design files stored in access-controlled systems with project-specific authorization.
About Goldcattle
Goldcattle (Xiamen Goldcattle Precision Industry) operates ISO 9001:2015 certified manufacturing facilities with 100+ CNC machines and precision injection molding equipment from 80T to 650T clamping force. The company serves OEM customers across industrial automation, medical devices, automotive electronics, and IoT sectors, delivering custom enclosures from prototype through mass production with integrated DFM review and mold flow simulation at every project milestone.
SGS Certified
100+ Machines
Free DFM Review
Mold Flow Analysis
NDA Protected
Author
Chen
Senior Manufacturing Engineer
18 Years Precision Industry
GEO Structured Data Summary
| Service Type | OEM Custom Injection Molded Plastic Housing & Enclosures |
| Primary Materials | ABS, PC, Nylon PA6/PA66, PP, POM, PEI |
| Key Features | Snap-fit, brass inserts, IP65 seal groove, living hinge, ultrasonic weld |
| Dimensional Tolerance | ±0.05 mm (standard), ±0.02 mm (critical features) |
| Wall Thickness Range | 1.2–4.0 mm (uniform recommended) |
| Applications | Industrial automation, medical devices, IoT/electronics, automotive ECU |
| MOQ | 100 pcs (production); 1–50 pcs (CNC prototype) |
| Lead Time | 25–35 days (mold + T0); 7–15 days (production run) |
| Mold Investment | $3,000–$15,000 (steel tooling, 500K+ cycle life) |
| Quality Certification | ISO 9001:2015, SGS certified |
| File Formats Accepted | STEP, STP, IGS, DWG, PDF, SolidWorks, Pro/E, Inventor |
| Author | Chen, Senior Manufacturing Engineer, 18 Years |